Rethink Your Control Valve Servicing

Shutdowns, turnarounds and outages (STOs) are a stressful time for plant personnel. Because production is halted, management is unhappy, and losses mount every minute the unit remains idle. Avoiding surprises and enhancing STO execution can boost the bottom line significantly while reducing pressure on employees responsible for the work.
Here, we’ll describe methods to save time and cut costs during an STO by improving control valve maintenance and repair efforts, with the added benefit of mitigating fugitive emissions.
STO Chaos
When a plant begins an STO, normal work practices change drastically. A typical operations crew of a dozen per shift balloons to hundreds of workers; management frantically drives the teams to get the work done as rapidly as possible while still prioritizing safety. This leads to a mad dash to complete the STO.
In the midst of such chaos, the plant’s maintenance department usually takes advantage of the downtime to pull and overhaul hundreds of control valves. It invariably finds unexpected damage that requires quickly obtaining replacement parts or even entire valves. These unplanned but common surprises generally create delays and added expenses that extend the STO and cause cost overruns.
Historically, there are three lines of thinking for control valve repair. One option is to simply run the valve to failure and then fix or replace it. Unfortunately, such a strategy usually results in many unplanned events, reducing output and driving up maintenance and repair costs.
A second option is to pull and overhaul every valve during each STO. This minimizes the likelihood of a control valve causing an unplanned event. However, it incurs enormous cost. The logistical difficulty of pulling, overhauling and then returning to service every control valve is daunting. The effort also requires a host of very expensive and limited resources to perform repairs and ensure the valves perform as expected when returned to service.
The third option is repair by replacement, with this decision based on various factors including price, part availability, years in service, valve type and length of the STO. Because this option requires plant personnel to have a replacement valve on hand, it can be quite expensive.
An Alternative Approach
Another method of tackling the STO problem is to only pull and overhaul the control valves that require service. Many valves operate in relatively benign conditions and can go years without any maintenance at all — so, there is no reason to needlessly pull them. Of course, the challenge here is knowing which valves have problems and which do not.
Predicting the condition of a plant’s control valves requires reliable valve data and analyses, which too often are hard to obtain. A plant needs to know:
- the complete roster of control valves, including details on all sub-components like actuators, positioners, trim, etc.;
- a history of a valve’s operation to date and repairs made; and
- an indication of the valve’s performance now and any developing problems.
Armed with that information, a plant fairly accurately can assess which valves need overhaul and which can continue to operate until the next STO.

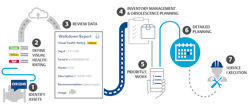
If these data are available, then the control-valve STO becomes a much more manageable exercise — a multi-step process as shown in Figure 1.
Ideally, the control-valve asset details are readily available and the current health of each valve is evaluated using data and equipment inspection to create a list of valves to overhaul. Because there’s always a risk that a valve could unexpectedly fail, it is prudent to add certain critical and severe service valves regardless of their apparent condition. Then, the valve list is re-evaluated to determine what equipment upgrades, e.g., replacing a valve packing with a low-emission style or installing a new valve rather than fixing the current one, make sense to incorporate during the repair.
After establishing the STO scope, the team must plan the logistics of the event. This includes ordering the necessary parts and replacement valves and further defining the details of pulling and repairing each valve.
When carefully planned, STO execution should pose far fewer challenges and incur fewer delays and cost overruns. Invariably, opening valves for inspection will lead to some surprises but these should happen much less frequently.
This alternative means of control-valve STO execution certainly offers a host of advantages. However, its viability depends on the availability of complete valve information along with advanced analyses. Unfortunately, many plants lack the most-up-to-date data history or the means to gather maintenance documentation, making STO planning extremely difficult. Fortunately, ways exist to address this issue.
Start With A Walkdown
The first step is to understand what equipment the facility has. This most easily is accomplished by walking down every control valve to document specific details of each valve or to verify any available equipment data (Figure 2).
If this effort is being executed for the first time, it normally happens as much as a year in advance of the STO. If walkdowns have occurred in the past, then the effort required is reduced and the walkdown can take place closer to the turnaround date to obtain the most-up-to-date information. It is wise to place early focus on potential long-lead items, such as valves with exotic alloys or customized internals, to enable ordering replacement parts or valves well in advance.
Plant personnel can perform this effort if they have the time and expertise; partnering with a valve vendor is another option. A critical aspect of the process is to use a method of reporting that encourages consistent and complete data gathering while saving information in a method that can be easily referenced and updated. Some vendors offer applications and handheld devices that aid technicians in efficiently gathering the required information. It also helps to assign each valve a sturdy RFID asset tag to allow easy access to its information as the valve progresses through repair and installation.
Many plants also use the walkdown as an opportunity to address fugitive emissions. Valves handling volatile organic compounds and other targeted or restricted materials are specifically identified and evaluated for emissions during the initial valve review. Then, a check of the leak histories of these valves leads to flagging any valves that have shown persistent fugitive-emission problems.
Leakage results in lost product, generates increased regulatory testing requirements, e.g., per the U.S. Environmental Protection Agency’s Leak Detection and Repair program, and, ultimately, can lead to fines. The findings of the environmental walkdown can serve to generate a target list of valves for repair or improvement during the STO.
In some cases, a simple packing replacement may solve the issue. In other cases, the solution may involve upgrading the packing design to better handle the process conditions. For instance, a live-loaded environmental packing design using a combination of polytetrafluoroethylene and graphite rings will substantially reduce fugitive emissions while providing easier stem movement and improved valve performance.
Particularly difficult applications may warrant a complete valve replacement. Lethal service valves might require a bellows-seal arrangement to eliminate packing leakage. A process with high pressure drop and cavitating conditions might call for any of several anti-cavitation valve designs with hardened alloy trims.
Diagnosis And Overhaul Options
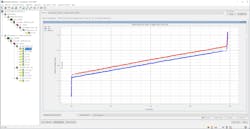
Most control valves incorporate digital positioners to improve valve response and control. Many of these positioners can gather performance data that can indicate when a control valve is developing problems. There are a couple of ways to obtain this information. One option is to perform a stroke test when a valve is commissioned and then compare that information to current stroke data to identify inconsistencies (Figure 3).
This method, which can be quite effective, does not provide real-time feedback on how a valve is performing while in service. To obtain that level of data, the plant can leverage the diagnostic data that already may be available in the positioners. Recent-generation digital positioners can detect a wide variety of issues including packing problems, air supply troubles, developing trim failures, and a host of actuator and control concerns.
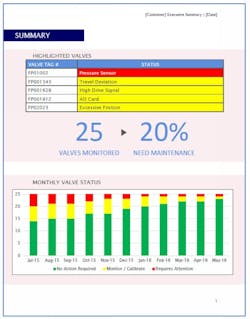
A positioner that communicates to a control asset-management-software package can flag and alarm these issues. Resource-constrained plants can safely transmit this information to external automation experts, who can review the information — highlighting developing problems in periodic reports (Figure 4) and flagging serious problems that require immediate attention.
All these diagnostic data are invaluable for STO planning — enabling flagging valves with developing problems for repair and identifying high performing equipment that can be left alone.
After developing the list of valves needing overhaul, the next step for the STO team is to carefully evaluate those valves to determine the best method of repair. For valves just requiring a simple repair, the solution often is obvious and necessary replacement parts can be ordered. Other valves may offer upgrade opportunities that may make better financial sense.
For instance, a valve may have a history of trim failures related to difficult process conditions. A trim upgrade or even a completely different valve design may provide compelling advantages over simply replacing a part. It may be cost effective to install digital positioners on critical valves to enable partial-stroke testing. Such online testing may allow the plant to extend time between maintenance events, saving significant sums.
Another option worthy of consideration for some valves is using repair assemblies offered by original equipment manufacturers (OEMs) rather than single components. For instance, for some Fisher valves, a drop-in trim cartridge replaces up to 20 individual components. Such assemblies minimize the technician training necessary for installation and may make inline valve repair possible, saving time and resources. They also can reduce the cost and number of spare parts that a plant must keep in stock.
When evaluating these options, it often is wise to take advantage of a valve vendor’s expertise; a vendor usually can provide a list of alternatives while providing cost comparisons to determine the best solution.
Planning And Execution
The last critical step before starting an STO is formulating a detailed plan for executing the repairs. The logistics of pulling, overhauling, re-installing and returning to service hundreds of control valves is not to be taken lightly.
A plant hardly ever has the internal resources to handle all needed valve repairs during the STO, so it almost always will contract with a valve repair company. When utilizing such a firm, it is important to choose carefully because some lack the technical training required to perform the repairs. Others may attempt to use non-OEM repair parts to cut corners. Non-OEM parts can create myriad problems, so all requests for proposal should require the use only of OEM repair parts and products.
It also is critical to accurately enter the details of each repair into the asset management system after the repair is complete. This ensures the valve historical record is up to date, with the internal components of each valve correctly documented.
When planned well, an STO should go smoothly. However, it still requires vast resources to successfully execute the work and commission the repaired equipment. Obtaining “as left” stroke signatures of each valve (Figure 5) for comparison against future performance is especially important.

Plants with limited resources can turn to companies specializing in control valves to help with this work. These firms can provide test equipment and trained personnel to confirm every control valve is ready for startup. They also can manage this portion of the STO itself, coordinating valve repair work, ordering parts as necessary, and ensuring the valve repair data are captured accurately and updated in the asset management system.
Real-World Savings
These techniques for pre-planning and executing STOs can provide substantial economic benefits.
For example, after enduring a plant shutdown of a newly acquired facility where virtually nothing went right, a company turned to an outside firm to first gather valve data via a digital walkdown and then use that information to carefully plan and execute the outage. The second STO went dramatically better, saving $485,000 and coming in 46% under budget.
In another case, a combined-cycle power plant was reworking every critical valve during every outage to maximize uptime. After installing several upgraded digital valve positioners and implementing diagnostic alert software, the plant could perform its outage efforts more efficiently, saving $68,000 in one STO alone.
Similar programs in other plants have generated average savings of $1,200 per valve by focusing repair efforts on valves that actually have problems and leaving other valves alone.
In each of these cases, the company wisely engaged a knowledgeable specialist firm with trained staff and a successful track record. A less-reputable partner using knock-off parts may save a few dollars during the STO but these apparent savings will disappear as problems develop when the plant is put back into service.
A Much Better Approach
Data-driven STO valve-overhaul techniques repeatedly have proven successful and saved end users hundreds of thousands of dollars. However, even the best-executed STO planning process may fail to identify some valves requiring repairs. Plant personnel still occasionally will encounter an unexpected valve failure or discover an issue on a valve that was not originally targeted for repair on a unit startup. So, planning for these types of issues remains important.
Furthermore, a well-executed plan not only will significantly reduce STO issues but also will ensure work-scope consistency and safety. These efforts will help keep the plant running reliably between STO events while minimizing events and associated expenses.
SCOTT GRUNWALD is a director of global business development at Emerson Automation Solutions, Marshalltown, Iowa. KARL LANES is senior director of lifecycle services at Emerson Automation Solutions, Marshalltown. Email them at [email protected] and [email protected].