Study Provides Insights on Optimizing Roller Compaction
An evaluation carried out by Freeman Technology and Gerteis Maschinen+Processengineering AG illustrates the value of multivariate powder characterization for the optimization of dry granulation using roller compaction. Previous studies have shown how critical process parameters (CPPs) in wet granulation operations can be associated with critical quality attributes (CQAs) of a tablet [1]. This additional work demonstrates how a roller compaction process also can be managed to control granule properties that are known to impact CQAs of the final product.
Granulation typically is used to combine fine particles into larger granules to reduce segregation, promote content uniformity and generally produce materials that are easier to handle. It often is employed in applications such as tabletting to improve operational efficiency and enhance final product quality.
Quality by Design (QbD) requires a detailed understanding of the relationship between materials and processes. Previous studies have shown how changes to CPPs in a granulation process can influence properties of resulting granulate as well as the final product, so it is essential that this relationship is fully understood [1].
The current study focused exclusively on roller compaction — a continuous process that uses an auger feed system (screw feeder) to deliver powder to a set of rollers that produce a dense, thin ribbon of material, typically consisting of sharp-edged particles. This material then can be milled to optimize particle size distribution prior to mixing with other materials into the final blend.
A fundamental requirement for moisture- or heat-sensitive materials, dry granulation is critical to many pharmaceutical, food and chemical manufacturing processes. A roller compactor is a relatively low-cost capital investment that can reliably convert fine, difficult-to-handle powders into granules with a high degree of density uniformity that flow more freely than their constituent materials.
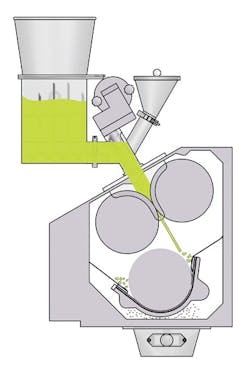
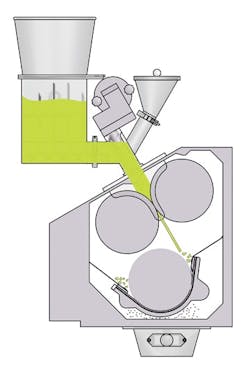
Figure 1. Set of rollers produces a thin ribbon of material.
The simple mechanism is robust and easy to maintain, which minimizes downtime, and also highly energy efficient. The combination of cost efficiency and reliable operation makes roller compaction a smart choice for lean manufacturing facilities.
Measuring Powder Flow
Optimization of powder processes relies on understanding the characteristics of materials and how they flow through the manufacturing equipment. Powder flowability is therefore a relevant parameter to inform equipment selection and maintain process performance.
Options for measuring powder flow range from simple, single-number traditional techniques to automated multivariate methods using sophisticated instrumentation. Cost efficiency demands that powder characterization techniques meet requirements without becoming overly complex. Test methods must:
1. Deliver results that are repeatable, reproducible and independent of the operator.
2. Reflect the actual process being evaluated (e.g., employ representative stress and flow regimes).
3. Provide sufficient sensitivity to detect subtle variations in powder characteristics that may be independent of physical particle properties yet still influence in-process performance.
Characterization of granules prior to tabletting, for example, should focus on properties relating to optimal tablet production and final tablet quality, and how changes in granulation parameters will affect these properties.
A Valuable Study
Freeman and Gerteis jointly investigated the dynamic flow, bulk and shear properties of a granulate produced via roller compaction to assess the impact of changing machine settings. Granules were produced using a model dry granulation blend in a Gerteis Mini-Pactor roller compaction unit. A Freeman Technology FT4 powder rheometer then characterized the resulting granules, to measure dynamic flow, bulk and shear properties in accordance with the standard test methodologies for the instrument [2].
In the compactor (Figure 1), the dry powder enters through an inlet funnel on the top of the unit. An agitator can be included to improve powder flow while a feed auger controls flow to the tamp auger. The tamp auger then delivers powder to the compaction zone, with additional input via a small hopper if necessary.
As the powder flows between the rollers, it experiences a closely monitored compacting force. The resulting ribbon of material then is passed through an integrated rotor or mill with a specific mesh size that defines an upper granule size, such that 90% of granules in any given volume are below the specified mesh size.
For any roller compactor, the applied compaction force and the distance between the rollers control the properties of resulting granules. Compaction force is defined as the compressive stress applied to the powder and is measured in kN/cm (force per cm roll width). At any given roller force, the thickness of the compacted ribbon directly correlates to the rate at which the powder is fed to the rollers. If the distance (in mm) between the rollers, i.e., the roll gap, is maintained at a fixed value, variation in feed materials will lead to variations in ribbon properties, performance of the granulate and, therefore, final product quality. To ensure consistency in applied compaction force and minimize fluctuations in the ribbon and granulated material, Gerteis machines employ a floating roll gap design to allow the distance between rollers to vary around a set point relative to the amount of powder being fed to them.
Phase 1 — Investigating the effect of compaction force on granule properties. Six batches of granules were produced using a typical pharmaceutical placebo formulation known to have consistent, easy-to-control properties. The formulation was compressed using fixed roller speed, roll gap and mill sieve size, and at compaction forces from 3 to 12 kN/cm.

Figure 2. Tests showed strong correlations for several key properties.
The powder rheometer initially evaluated Batches I, III and V (3, 6 and 9 kN/cm compaction force, respectively). The results showed no correlation between shear properties and compaction force, so this methodology was removed from the experimental design.
The dynamic flow and bulk properties of every batch were then assessed. Each experiment was duplicated and the results, as shown in Figure 2, revealed robust relationships between bulk (permeability and compressibility) and dynamic flow (aerated energy, AE, and basic flowability energy, BFE) properties and compaction force.
Results illustrate that the compressibility of resulting granules decreases as roll compaction force rises. Further data also demonstrate increases in permeability and conditioned bulk density, CBD, (not shown here), suggesting that higher compaction forces produce a more-efficient particle packing structure and a higher bulk density, reducing the ability to further compress the granules during the tabletting process.
Increases in permeability at higher compaction forces indicate a reduced level of fines within the granulate. Fines typically fill the interstices between granules, causing a reduction in permeability. Typically, any subsequent milling step does not address this but only reduces oversized granules.
Greater compaction forces also resulted in a rise in both AE and BFE, the energies associated with inducing dynamic flow in aerated and low stress states, respectively. These observations are consistent with increasing particle density in both instances. However, BFE is sensitive to many properties, including particle size distribution and stiffness, so the nonlinear response in BFE suggests that changes in these properties may begin to offset the effects of density at higher compaction forces.
Phase 2 — Investigating correlations between granule properties and roll gap. Two sets of discrete tests were carried out with a fixed roller speed and a constant compaction force while roll gap increased from 1.5 to 5 mm. The first, with six batches, used a compaction force of 4.5 kN/cm and the second, with three batches, used 9 kN/cm.
Evaluation of the dynamic flow and bulk properties of each batch showed that roll gap directly impacts granule properties at both compaction forces but plays a less influential role than compaction force itself. Correlations also are more pronounced at higher compaction forces.
The results for BFE, CBD and permeability, as shown in Figure 3, all demonstrate that a narrower roll gap produces denser, more efficiently packed granules. Permeability variations are more significant at 9 kN/cm than at 4.5 kN/cm, indicating that fines are more effectively incorporated into the dense granules when roll gap is low and compaction forces high. Greater variability in the measured parameters suggests less consistent granule production when using a larger roll gap.
Optimize Your Roller Compaction
Process parameters within a roller compaction unit, such as machine settings, operation times and process speeds, will influence CQAs of the final product. By undertaking comprehensive testing to fully characterize granule properties, it is possible to define a design space most likely to achieve optimal performance in the subsequent stage of the process.

Figure 3. Results for three parameters show that a narrower roll gap produces denser, more efficiently packed granules.
Implementing a QbD approach to roller compaction requires identifying an association between material properties, process parameters and CQAs of the final product. For example, the dynamic flow properties of a granulate, as quantified by BFE, and process parameters, such as compaction force and roll gap, that produced the granulate can be correlated with hardness, dissolution properties or disintegration qualities of the resulting tablets.
The data presented here illustrate how adjusting the roll gap and compaction force can can control the BFE of the resulting granulate. A previous study [1] also showed how granule properties could be targeted by adjusting process parameters and how the BFE of the resulting granulate related directly to tablet hardness. Reviewing the results of the two studies together suggests that settings for roll gap and compaction force also could be optimized to attain desired CQAs of the final product.
By measuring dynamic flow and bulk properties to characterize granules, operators can identify parameters such as BFE that link to CQAs of the final product. The relevant parameters then can be monitored to ensure quality and consistency.
Powder rheology is a valuable tool for understanding powder behavior, assessing the impact of changes in process parameters and, ultimately, optimizing process performance and final product quality. In the examples presented here, dynamic flow and bulk property measurements were shown to deliver the greatest value.
JAMIE CLAYTON is operations director for Freeman Technology, Tewkesbury, U.K. HARTMUT VOM BEY is vice president of Gerteis Maschinen+Processengineering AG, Jona, Switzerland. Email them at [email protected] and [email protected].
REFERENCES
1. “A QbD approach to Continuous Tablet Manufacture — Utilising the FT4 Powder Rheometer and the GEA ConsiGma Twin Screw High Shear Granulator,” Freeman Technology, Tewkesbury, U.K. (2014)
2. Freeman, R., “Measuring the Flow Properties of Consolidated, Conditioned and Aerated Powders — A Comparative Study Using a Powder Rheometer and a Rotational Shear Cell,” Powder Tech., 174, 1–2, p. 25 (2007).