Ohmic Heating Offers Direct Energy Efficiency
Key Takeaways
- Ohmic heating generates heat volumetrically throughout materials using electrical resistance, offering 30-40% greater energy efficiency than conventional heating methods.
- The technology provides precise temperature control with virtually no thermal lag, allowing instantaneous adjustments that improve reaction control and product quality.
- Originally developed for food processing, ohmic heating is expanding into the chemical and pharmaceutical industries. Implementation requires careful consideration of material conductivity, electrode selection and system design.
Ohmic heating — also known as Joule heating or resistive heating — is a promising alternative to conventional heating methods. It offers significant advantages in energy efficiency, process control and product quality. This direct electrical heating approach is garnering attention from process engineers seeking to reduce energy consumption while enhancing operational performance.
Ohmic heating operates on a straightforward electrical principle: when alternating current passes through a conductive material, the electrical resistance generates heat directly within the material itself. Unlike conventional heating methods that transfer thermal energy from external surfaces through conduction or convection, ohmic heating generates heat volumetrically throughout the entire material.
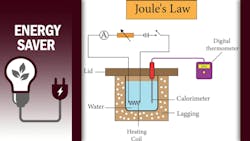
Specifically, Joule’s Law governs ohmic heating, where heat generation (Q) is proportional to the square of the electrical current (I), material resistance (R) and time (t):
Q = I2 R t
This fundamental difference in heat generation mechanism creates several distinct advantages over conventional heating technologies. This direct energy conversion eliminates intermediate heat transfer steps, enabling volumetric heating that uniformly raises the temperature of electrically conductive materials.
Energy Efficiency Advantages
From an energy perspective, ohmic heating offers remarkable efficiency improvements over conventional methods. This high efficiency stems from several key factors:
- Direct energy conversion with minimal losses
- No intermediate heat transfer medium required
- Rapid heating rates reduce process time
- Elimination of thermal gradients that waste energy
The volumetric nature of the heating also means that materials reach target temperatures much more quickly than with conventional methods, further contributing to energy savings. In chemical processing, this is particularly advantageous for reactions involving viscous fluids, slurries, or heterogeneous mixtures, where traditional heating methods struggle with thermal lag and uneven temperature distribution.
The efficiency of the process depends on several factors, including the electrical conductivity of the material, electrode design and the applied frequency. Research has demonstrated that ohmic heating can reduce energy consumption by 30-40% compared to conventional heating methods for similar applications (Sakr & Liu, 2014).
Beyond energy efficiency, ohmic heating provides unprecedented control capabilities essential for sophisticated chemical processing operations. The technology enables precise temperature control and extremely rapid heating rates—critical advantages for reactions that are temperature-sensitive or require specific thermal profiles.
This exceptional control stems from the direct conversion of electrical energy to thermal energy within the material itself. There is virtually no thermal lag as found in conventional heating systems, allowing for instantaneous temperature adjustments through power modulation. For chemical processors, this translates to enhanced reaction control, improved product quality and reduced waste.
While initially developed for food processing, ohmic heating has found growing applications throughout the chemical and pharmaceutical industries.

Industrial Implementation
The transition from laboratory to industrial implementation continues to accelerate, coinciding with the trend in chemical processing, which is the shift from batch to continuous processing. Ohmic heating is well-suited for continuous flow applications, offering advantages in energy efficiency, process control and product quality.
Despite its numerous advantages, several challenges may arise, including fouling problems, resolving relationships between temperature and power distribution, gas evolution and monitoring. As such, implementing ohmic heating requires careful consideration of several factors:
Material Conductivity
The material's electrical conductivity is a critical factor. Materials with low conductivity are not suitable for direct ohmic heating. However, in special cases, research indicates that non-conductive reaction media can achieve adequate conductivity through strategies such as incorporating electrolytes (e.g., sodium chloride) or organic-soluble salts like tetraalkylammonium halides, provided these additives do not disrupt the reaction. Alternatively, inherently conductive solvents such as ionic liquids offer a viable solution without compromising the system’s integrity (Silva et al., 2017).
System Design and Scale-Up
Proper system design is essential for effective application. Unlike microwave heating, which faces limitations in scale-up due to penetration depth constraints, ohmic heating has penetration depth and is regulated only by the spatial uniformity of electrical conductivity throughout the reaction medium. This makes it more suitable for direct scaling from laboratory to industrial scale.
Electrode Materials
The selection of appropriate electrode materials is a major concern and crucial to preventing electrochemical reactions and contamination. Electrode design must consider the specific chemical environment of the application, particularly for corrosive or reactive media.
A World of Possibilities
Ohmic heating offers the chemical processing industry a compelling combination of energy efficiency, process control and operational advantages compared to conventional heating methods. As our industry continues to seek more sustainable and efficient processing technologies, ohmic heating stands ready to make a significant contribution.
This technology merits serious evaluation for chemical processors dealing with conductive materials, temperature-sensitive compounds or seeking to reduce energy consumption. With the continued advances in electrode materials, system design and process control capabilities further enhance the potential of this technology for a wide range of energy-efficient chemical applications.
References
Alkanan, Z. T., Altemimi, A. B., Al-Hilphy, A. R., Watson, D. G., & Pratap-Singh, A. (2021). Ohmic heating in the food industry: Developments in concepts and applications during 2013–2020. Applied Sciences, 11(6), 2507.
Pinto, J., Silva, V. L., Silva, A. M., Silva, A. M., Costa, J. C., Santos, L. M., ... & Teixeira, J. A. (2013). Ohmic heating as a new efficient process for organic synthesis in water. Green Chemistry, 15(4), 970-975.
Sakr, M., & Liu, S. (2014). A comprehensive review on applications of ohmic heating (OH). Renewable and Sustainable Energy Reviews, 39, 262-269.
Silva, V. L., Soengas, R. G., & Silva, A. M. (2020). Ionic liquids and ohmic heating in combination for Pd-catalyzed cross-coupling reactions: Sustainable synthesis of flavonoids. Molecules, 25(7), 1564.
Silva, V. L., Santos, L. M., & Silva, A. M. (2017). Ohmic heating: An emerging concept in organic synthesis. Chemistry–A European Journal, 23(33), 7853-7865.
Varghese, K. S., Pandey, M. C., Radhakrishna, K., & Bawa, A. S. (2014). Technology, applications and modelling of ohmic heating: a review. Journal of Food Science and Technology, 51, 2304-2317.
About the Author

Thomas Kwan
Global Vice President, Strategic Innovation and Industrial Ecosystems
Thomas Alan Kwan is an energy transition expert at Schneider Electric's Sustainability Research Institute. With a Ph.D. in chemical and environmental engineering, he brings a blend of academic rigor and industrial experience to the field of sustainable manufacturing and green engineering.
At Schneider Electric, he leads initiatives focused on new and emerging industrial systems, with a particular emphasis on the chemical processing sector. His work involves developing innovative solutions and practices to drive energy, environmental and economic benefits.
Previously, he was a key member of Unilever's product engineering team, where he integrated green chemistry and engineering principles for product and process development. His contributions earned him a lifetime honorary membership on the team. Kwan also has experience in environmental regulation, having worked with the U.S. EPA on Clean Water Act programs.
Through his research and collaborations, Kwan continues to explore innovative ways to reduce energy consumption, minimize waste, maximize value and improve overall process efficiency in chemical manufacturing operations.