Oxyfuel Combustion Ignites a Pathway to Zero Emissions

CP editors picked this story as one the top articles for 2023. To view all of our Editors' Choice picks for the year, visit https://chemicalprocessing.com/33016377.
In my June column, “Develop Your Decarbonization Roadmap,” I discussed steps to reach a net-zero footprint in your process plant. The first focus should be on Scope 1 emissions, which are emissions from boilers and furnaces on-site, and Scope 2 emissions, which are indirect emissions from imported energy. This column will cover a practical pathway toward zero emissions through oxyfuel combustion.
CCUS Sparks Decarbonization
For many plants, a common method to eliminate Scope 1 emissions is through “post-combustion CO2 removal.” Carbon capture utilization and storage (CCUS) often is used. This complex system uses amine absorbers and regenerators, which carry both high capital investments and high variable costs for power and steam consumption.
Pre-combustion technologies can help avoid low-concentration CO2 production in the flue gas. These technologies include hydrogen firing, ammonia firing, electrical heating and oxyfuel combustion. For now, I’ll discuss oxyfuel combustion in more detail.
Oxyfuel Drives Decarbonization
The purpose of oxyfuel is to use pure oxygen instead of air to fire a furnace. Pure oxygen offers the advantage of producing only CO2 and H2O during combustion. Removing water through condensation and drying creates a pure CO2 stream, which is then compressed and sent to sequestration, shipping or utilization for other products.
Another advantage of oxyfuel is its efficiency. Traditionally with combustion air, 79% of the air in the form of nitrogen is heated for no reason in the furnace, resulting in inefficiencies and higher fuel consumption. Oxyfuel uses less fuel because the recycled flue gas is already at an elevated temperature. It should be noted that using oxygen directly in a burner is difficult. Therefore, part of the furnace’s flue gas must be recycled to the burners to keep the oxygen concentration below the limits to ensure safe combustion.
CCUS or Oxyfuel?
In traditional oxyfuel configurations, an air separation unit (ASU) produces the oxygen. The ASU is a high capital investment and very costly to operate due to the cryogenic distillation needed to produce the oxygen. Nonetheless, ASUs tend to be more economical for larger units. Consequently, you must decide whether an ASU unit is more economical than a CCUS unit for pre-combustion or post-combustion CO2 removal.
Recently, I discovered an interesting opportunity to use oxyfuel in a refinery.
Oxyfuel Combustion Success Story
Increasingly, companies are producing green hydrogen in electrolyzers and using renewable power to drive the electrolysis process. These units, installed on an industrial scale, reach 100 megawatts (MW) or more. For example, Shell in the Netherlands is installing a 200-MW electrolyzer in the Port of Rotterdam, coming on-stream in 2025. It reportedly will produce 60 tons of green hydrogen/day. This hydrogen can be used for automobile hydrogen fueling stations, hydrotreating, hydrocracking or as a fuel to reduce Scope 1 emissions through pre-combustion removal of CO2. Pure oxygen is a byproduct of this process. Because hydrogen and oxygen have different molecular weights, 60 tons/day of hydrogen equals the production of around 480 tons/day of pure oxygen. This is enough oxygen to fire a 69-MW or 237-MMBTU/hr furnace, similar to an oil refinery’s large furnace or boiler.
Oxyfuel Combustion Ignites Opportunity
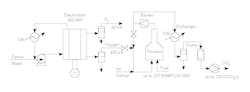
The bottom line: Oxyfuel offers a significant advantage by saving money and reducing emissions. The oxyfuel firing with oxygen from an electrolyzer does not require an ASU. The electrolyzer’s waste oxygen stream directly serves this purpose. Now, you can decarbonize a major furnace in your plant simply by installing a blower for recycling flue gas, new furnace ducting, cooling water exchangers to cool down the flue gas, flue gas dryers, and modifying the burners to handle the new combustion mix of CO2, oxygen and fuel. In this example (Figure 1), the 237-MMBTU/hr furnace will now avoid 120 kTCO2 per year of CO2 emissions, about 5% to 10% less than a typical refinery’s emissions.
About the Author

Michiel Spoor, Energy Saver columnist
Energy Saver columnist
Michiel Spoor has over 28 years of energy experience, working worldwide as a leader in oil and gas consulting. He has a master’s degree in Chemical Process Technology from the Delft University of Technology in The Netherlands.
His passion is to shape the future of energy transition, renewables, global carbon emission reduction and energy efficiency. He has had diverse roles in engineering and consulting. He started his career as a process design engineer at Badger BV in The Hague where he brought plants from conceptual design, through process simulation, equipment designs all the way to commissioning and start-up.
As a consultant Michiel specializes in energy management and energy transition and has held senior positions in various companies like KBC, Accenture and KBR. Currently Michiel works as a Principal Consultant Energy with KBC Advanced Technology in Houston, Texas. He has worked on six continents on various projects and positions in oil refining, petrochemicals, fertilizers, LNG and renewables.
Michiel has authored and contributed to numerous papers and conferences on the topics of refinery energy efficiency and refinery carbon management. He is internationally recognized as an authority on this subject.