See Your Way to Problem-Free Air Conveying Systems
This is Part I of a multipart article that explores the causes of pneumatic conveying system performance problems. Part I reviews system throughput troublespots. Future installments will focus on the potential problems resulting from product and system differences, and the components themselves.
Pneumatic conveying is essentially a very simple process, but the design factors that influence system performance are varied and complex. Most component specifications are based on data resulting from pipeline design. Since the data used in pipeline design are not totally reliable, many systems incorporate margins and factors to allow for uncertainties. Use of these "fudge factors" often leads to a mismatch between components and over-design in certain areas. Although over-design will generally ensure that a system will work, it will rarely work efficiently.
Since the reasons for an underperforming system are not always obvious, we need to examine the likely causes of throughput difficulties, which result in frequent blockages, inability to convey a given product, and systems that fail to meet required duty.
Clogged arteries
One of the most serious and frustrating problems in system operation is pipeline blockage. To rule out blockage, check the obvious features:If the pipeline blocks during commissioning trials with the pneumatic conveying system, either there is a serious system design fault or some simple adjustment needs to be made.
If system design is suspect, it is most likely because the air mover was sized incorrectly. A minimum conveying air velocity must be maintained at the product pick-up point at the start of the conveying line. The velocity depends on the product being conveyed and, for products that can conveyed in dense phase, varies with the phase density at which the product is conveyed. Since air is compressible, it is important to account for air pressure at the product pick-up point when evaluating the free air requirements for the air mover specification.
Air velocity at the start of the conveying line is particularly important. If this velocity is too low, the pipeline is likely to block. For products conveyed in dilute phase, or suspension flow, a 12-15 m/sec minimum velocity is needed. If a pipeline becomes blocked and the conveying line inlet air velocity is too low, then an air mover with a higher volumetric flow rate will be required.
It is important not to over-rate any replacement -- the conveying line inlet air velocity need not exceed the minimum conveying air velocity value by more than about 20 percent.
Overfeeding vs. incorrect air mover specification
The pressure gradient in the conveying line depends primarily on the concentration of product in the pipeline. If too much product is fed into the conveying line, the pressure requirement will exceed available and the line will block.Each type of pipeline-feeding device has its own characteristic means of controlling product flow. In some cases, this is achieved by direct speed control, as with rotary valves and screws. With others, additional flow-control devices such as venturi feeders will be required. Control of blow tanks and suction nozzles is achieved by air supply proportioning.
Feed control is particularly important when a rotary valve feeds the pipeline, because a change of even one or two rev/min can have a significant effect on product flow rate.
It can be difficult to determine whether blockage results from an incorrect air-mover specification or over-feeding of the pipeline. For a positive-pressure system, this question can easily be answered by placing a pressure gauge in the air supply line at a point just before the product feed into the conveying line. In a negative-pressure system, the pressure gauge would be in the pipeline between the filtration unit and the inlet to the exhauster. Both cases will give a close approximation to the conveying line pressure drop.
If the reading on the pressure gauge is above the design value, the pipeline is being overfed, and the feed rate should be reduced. If the pressure is at the design value or below, then the volumetric air flow rate is insufficient. The gauge will be useful for monitoring system performance. However, air velocities also should be checked, since an increase in air supply pressure will lower the conveying line inlet air velocities, as shown in Fig. 1.
Figure 1. Pressure and Volume Influence Conveying Air Velocity
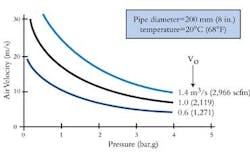
Maintaining the required air velocity for successful product transport requires additional volume to compensate for increased pressures.
Irregular feedrates
If the pipeline blocks only occasionally, this may be due to surges in product feed. In addition to determining the mean flow rate on startup, the regularity of the flow rate over short periods of time should be assessed. Differential pressure switches should be placed at all air movers and linked to the product feeder, to stop the feed in an over-pressure condition. This setup will give the system a chance to clear and can be arranged to bring the feed back online automatically. If a pipeline tends to block when the system is started up after a shutdown, some transient situation may be responsible.Moisture and cold air
If product is blown into a cold pipeline, the inside surface could be wet as a result of condensation. This can occur in pipelines subject to large temperature variations, particularly where there are pipe runs outside buildings. If air drying is not normally necessary, the problem can be overcome by trace heating of exposed sections of the pipeline or by blowing the conveying air through the line to dry it out prior to introducing the product. Lagging may be sufficient in some cases.In normal operation, the delivery temperature of air from a Roots-type blower could be 80 Degrees C higher than the inlet temperature. This means the volumetric flow rate and the conveying air velocity will be 25 to 30 percent greater than the value at ambient temperature. On startup, the air will be relatively cold for conveying the product and, if the resulting conveying air velocity is below that necessary for the product, the pipeline could block.
Since air density increases with temperature decrease, it is essential that air requirements be based on the lowest temperatures likely. If this results in excessively high conveying air velocities during normal operation, then it will be necessary to control the air flow rate to the conveying line. Variable speed control of the air mover, choked flow nozzles in a by-pass air-supply line or discharge of air to atmosphere via a control valve could be considered.
Product in the line
If the pipeline is not purged during a plant shutdown, some product could be left in the line. On startup it's important to blow air through the pipeline before product is introduced. If the reference value of pressure drop for air blown through the pipeline is known, it can be compared with the air-purge value. If the actual pressure drop is significantly higher than the empty-line value, product may still be in the pipeline. It's also good practice to purge the line and check the pressure drop before shutdown.Unexpected shutdown
If conveying stops unexpectedly due, for example, to a power-supply failure, it may not be possible to start the system again, particularly if there is a large vertical lift. If the bend at the bottom of the vertical section is taken out to remove the product, it may be possible to purge the line clear.If this is a common occurrence for a plant, an air receiver can be installed between the air mover and product feeder. If the product feed into the pipeline stops at the instant the power fails, the air stored in the receiver could be sufficient to clear the line of product. Alternatively, a parallel line with valved connections to the pipeline could be fitted so that the line could be cleared slowly from the end, one section at a time.
When good systems go bad
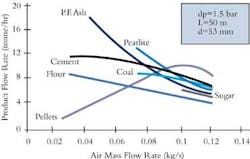
If a system that has worked well for a long time starts to develop blockage tendencies, feeding device wear may be the cause. If air leakage across the feeding device increases, the air available for conveying the product decreases. The volumetric flow rate of remaining air may become insufficient to convey product and the pipeline will block. Worn screw flights, valve seats in gate lock valves, and rotary valve blades can all result in greater air leakage. Check these components regularly for wear and replace them when needed. Also check air movers against original manufacturers' specifications.Keep in mind that a system that conveys one product well may be completely unable to convey another product. Minimum conveying air velocities differ from product to product, and air leakage across feeding devices is also product dependent. If a system has to convey more than one product, this requirement must be considered carefully at the design stage. Fig. 2 plots product flow rate against air flow rate for a range of products.
Figure 2. Product Influences Performance
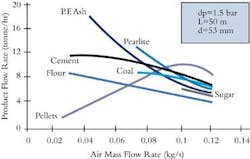
The flow rates of various products in a 53-mm-diameter piping system, 50 m long with nine 90 elbows, show wide differences in required air mass flow rates.
Long distance charges
Remember that, for any given conveying line pressure drop, the conveying capacity of a pipeline decreases as distance increases. For a change in conveying distance, therefore, there must be a corresponding change of product feed rate into the pipeline.For a given conveying line pressure drop, the product flow rate is approximately inversely proportional to conveying distance. For a given distance, the product flow rate is approximately proportional to line pressure drop.
If the conveying distance is increased, the product flow rate will have to decrease, so product will be conveyed at a lower phase density. For a product capable of being conveyed in dense phase in a conventional system, a slightly higher conveying line inlet air velocity will be required, in turn, demanding a higher air flow rate.
If the system cannot achieve its rated duty, determine whether the problem is due to product feeding, pipeline or air supply. Check on the conveying line pressure drop. If it is below the air mover's capability, product feed into the pipeline may be insufficient. If the maximum output of the feeder does not meet the conveying capability of the pipeline, however, it will probably be necessary to fit a larger feeder.
Before recommending a larger feeder, be sure that air leakage isn't the real culprit. Check rotary valves in particular, as well as air vents and clearances on all moving parts. Don't forget to check the filtration unit. If it has been incorrectly sized, pressure drop across the filter may be too high. Also check that the filter cloths don't need replacing or cleaning. It may be that an additional or a larger filter is needed. If these modifications don't bring the system to rated output, an air mover with a higher pressure rating or an increase in pipeline bore are indicated, but be sure to consider how this will influence other parts of the system.
Reducing air flow Rate
Improved performance can often be achieved by reducing the quantity of conveying air, particularly if the system is over-rated for volumetric air supply. This could be achieved with a tee and a valve in the conveying air pipework (Fig. 3). In a positive-pressure system, these would be positioned between the air mover and the product feed. In a negative-pressure system, they would be placed between the filtration unit and the air mover. The tee and valve would also allow you to monitor the impact of reduced air flow rate on system performance.Figure 3. Well-Placed Tees
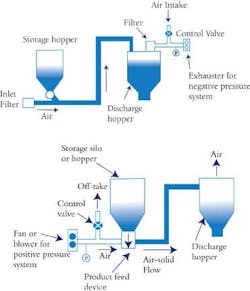
In a negative pressure system, place an intake between the filtration unit and the air mover to reduce draw through the system. In a positive pressure system, position an off-take between the air mover and the product feed to reduce air flow into the system.
Review routing
Review the pipeline routing and see if the number of bends might be reduced. Blind tees or sharp elbows should be exchanged for short-radius bends. For high-pressure systems with a single-bore pipeline, stepping the pipeline to a larger bore part way along, could also increase throughput.Remember the potential role that equipment wear can play on system performance, particularly when abrasive feeds are involved, and also consider the fact that hygroscopic products can build up within pipe walls. Be proactive, and check on any changes in system performance to avoid problems later on.
Elizabeth Knight is a senior consultant and Dr. Don McGlinchey is a consulting engineer at Glasgow Caledonian University's (GCU) Center for Industrial Bulk Solids Handling, Cowcaddens Road, Glascow G40BA, U.IC. Tel:44(0) 141-331-3715.
The authors wish to recognize the contribution made to this article by their esteemed colleague, Dr. Pedrag Marjanovic, who, the authors note with sadness, has since passed away. Dr. Marjanovic was a specialist in pneumatic conveying and bulk solids, and had been a professor at Glasgow Caledonian since 1999.