Avoid blending blunders
If you want to volunteer for a hopeless job become your company’s expert on solids blending. It’s not that you’ll always be wrong but it’s very hard to be right all of the time. There’re a host of theories and even more statistical studies but a unified theory for all situations hasn’t been developed — yet. It’s been said that in theory there’s no difference between theory and practice. In practice, however, there is!
The person who coined that phrase was talking about solids blending. What makes it so difficult? Why can’t we get every 1 gram container out of 100 lb. of blend to be the same? The answer is that we’re dealing with discrete pieces that have physical size, electrical properties, frictional differences and surface characteristics that can change with the environment. In addition, particulate solids are neither solid nor fluid but are made up of both.
The chemical industry makes a vast array of solids, especially products for the consumer (e.g., detergents, cleaning supplies, cosmetics and pharmaceuticals). After all, it’s often more cost effective and less hazardous to ship particulate solids than slurries or liquids. However, the manufacturing process can be fickle and variable in product color, size, composition and surface characteristics.
That variation requires mixing of the batches or even a continuous blending of the production stream to smooth out these variations to get a uniform blend. It’s easy to equate blending with mixing but these are quite distinct processes for solids. Mixing can mean coating of solids, either with other solids or liquids, or combining solids of different physical features (size, color, hardness or composition). Blending is a sub-set of mixing and is done to further improve on the quality and uniformity of the solids mixture, often just prior to a final manufacturing step to ensure minimal lot-to-lot variation or a narrow product specification.
Other times it’s needed to meet a tight shipping specification of a large quantity of material or a mixture of different chemicals. However, the more you handle solids the more likely there’ll be undesirable results, such as attrition, segregation, change in color (oxidation or contamination) or change in surface characteristics. Even when a product has been blended by the manufacturer, it may not arrive at the consumer in the desired form. Getting a good blend is difficult — keeping it that way can be even harder due to segregation or settling.
Barriers to uniformity
Several factors can work against a good blend of solids. A key one is the limits of randomness. The best blend would be a random mixture that retains any individual variation (e.g., color, shape) in the particles. It’s important to understand that a random mixture has variations. When it comes to solids, there are two principle measures of blend uniformity: accuracy and precision. To be well blended, the mixture must be both.
Accuracy is a measure of the average of multiple tests while precision is the reproducibility of a measurement. These often are expressed as average and standard deviation or some combination, such as a student’s t-value or coefficient of variation (CoV). Precision is limited by randomness for particulate solids. (For more on data analysis, see CP’s ongoing Dr. Gooddata series, view Part 1.
To further complicate the situation, particulate solids have multiple physical properties that limit randomness of a mixture. The most common ones are:
Size. As particles become larger, a random mixture has a wider CoV for the same sample size. This can be minimized by taking larger samples for tests or multiple samples and then averaging the results. However, there’s a lower limit to the precision of small samples as the size of the particles in the mixture increases.
Shape. Angular particles can interlock with each other to form a pseudo-larger particle. The additional void space isn’t necessarily uniformly distributed and finer particles can become concentrated in different areas of the mixture. Even spherical particles can pack in different ways under pressure and create more void space that can be filled with fine particles.
Distribution. Fine particles can coat larger particles and change the frictional characteristics so that flow of the particles over each other is impeded. They can escape the blender’s mixing surfaces (paddles, walls) and accumulate in clumps. The wider the size distribution the more likely the particles will segregate during handling operations. Also, fine particles can increase the ability of the mixture to behave like a fluid. While that would be good for uniformity, it often occurs in only a portion of the mixture, resulting in a poor blend.
In addition, electrical and chemical properties of the individual particles can alter their binding characteristics.
Consider what happens in a ribbon blender, which is one of the simplest blenders. The solids are added and the unit is run until the desired blend is reached. While this can be successful in a wide variety of cases, there’re numerous examples where the solids never reached an acceptable blend or the quality of the blend was variable. In addition, segregation can occur on discharge of the batch. Material testing is often cited as a way to get uniform results but variations in product temperature, moisture or even surface roughness can make this an expensive and time-consuming task.
A systematic approach for choosing a blender that starts with measurement of material flow properties has been known to work very well (see “Selecting an effective blender,” CP, Oct. 2001, p. 65). However, even with the material properties well-defined by flow testing, solids can be over-blended. For instance, it’s not unusual for materials in a ribbon blender to reach a “random” state after a few minutes and then slowly drift away from the perfect blend. This can be due to triboelectric effects (charging of the particle surface due to the impact of flow), attrition, fluidization or simply coating of large particles with smaller particles due to temperature gradients (thermophoresis). So, even if you use a materials testing approach for design, you still need to understand these additional factors during operation.
Making a selection
All this raises questions: What are some blender choices? Which characteristics of products cause the most concern? Can any single type of blender successfully handle a diverse variety of products?
Table 1 summarizes key criteria for some of the more common devices — broken down into three general classes: mechanical, gravity and fluid assist — and so should help in selecting the most appropriate unit.
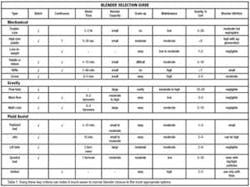
Click image to enlarge.
However, the table requires a little explanation. Manufacturers offer many mechanical or physical variations of each of the blender types. Most devices can be adapted to either batch or continuous operation but the checked items represent my opinion of the best choice. Note that there’s a question mark for the high-rpm paddle. Although that unit can be an effective way to ensure that a loading operation (e.g., for a tank or rail car) is uniform, the particle strength and electrical characteristics may make it unacceptable. The blend times assume free-flowing materials and reflect relative, not actual, performance.
The comments on capacity, scale-up and maintenance provide a guide to the factors that need to be included and how much material testing may be necessary to properly design a device. When scale-up is difficult or costly, much more effort can be justified for material testing. The term “% COV” points out how much variation generally may be possible — under ideal conditions (free-flowing, narrow particle size or shape variation, and uniform composition) these numbers can be much better. The last column indicates how much attrition is common for the device.
Another way to look at this table is by the extent of blending that can be achieved with the most difficult materials. For example, an easy blend would be one where the particles are of uniform size (e.g., nylon pellets) but have small chemical or color differences that may not matter much because the customer melts and mixes the product during manufacture. A single-pass flow tube or multi-pass gravity blender may suffice depending upon the desired COV. A more difficult blend would involve small amounts of very fine particles where the small particles may clump, electrically bind or stick to the larger mass of large particles. Flow tube blenders may not be appropriate in this case. Even ribbon or paddle blenders may not work due to the clumping of fines between the clearances of the ribbon or paddle and wall.
In the following section, I’ll discuss some of the ways to achieve the more difficult blends along with a more general classification of the blender types and their advantages and disadvantages. Fluidization effects, stickiness and particle size distribution can complicate the blender selection process, Often it’s better to look back at the objective of the blender and not focus on the mechanical features of the equipment.
We’ll also delve into some of the limitations in achieving a blend as well as discharge considerations to retain the blend.
The options
Let’s look at some of the commonly used blending devices.
Loss-in-weight feeders (Figure 1). When you are producing a 10-gram tablet that has 10 mg of active ingredient, it’s very important to have a uniform feed. Starting with a 10-kg batch of the mixture is unlikely to give the final desired composition due to segregation or attrition in the feeder. Many times the best blending is no blending.

Figure 1. When a uniform feed is essential such feeders often are better than blenders.
For example, feeding an extruder with a wide range of particle sizes and chemical components is best done by setting the appropriate rates of each component over the feed chute. This can be an expensive proposition when many components are involved but provides very high precision and accuracy. Equipment reliability is the major drawback. A feeder failure can upset the process. Surge bins usually aren’t a good solution to feeder failures both due to product loss and potential segregation of the mixture. Online sensors that monitor triboelectricity can give a quick response to the failure, which will minimize product upsets.
Tumble blenders. These are some of the most common devices and include double-cone (Figure 2), V-cone and bin agitators. They can have internal baffles or even added sloping walls to offset the tumbling action of the device. The units tend to be inexpensive and easy to clean. For the bin agitator, the shipping container is the blender, so the customer can be certain of the overall contents. Discharge from these devices must be done carefully because segregation can be extensive. In one double-cone-blender test of a pellet product of about 6 mm, the product came out in precise order from 5.9 mm to 6.1 mm — this was a disaster because the individual packages were used to fill a catalytic reactor and the particle size variation made the flow different in each tube, which affected the reaction time.
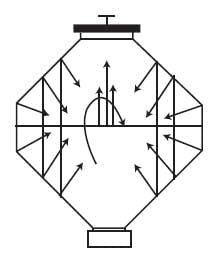
Figure 2. Such units generally are inexpensive and suit moderately cohesive materials.
The shape of the device provides a riffle effect with cross mixing between the chambers. The V-cone has the least effective mechanism of cross mixing, followed by square bins and then the double-cone blender. Adding baffles can improve the blend for uniform-particle-size materials but can make emptying more difficult. Increasing the speed of rotation and filling the vessel to a lower level can improve the blend quality but at the price of attrition and throughput.
Tumble devices are well suited to moderately cohesive materials that do not sift or segregate. Wide variations (say, more than 3:1) in particle size of free flowing materials can create blend variations or even discharge segregation. Blend time isn’t as critical as with many other devices but the process is long.
Paddle or ribbon blenders. There are many variations, with the differences primarily in the shape of the agitator. The paddles (Figure 3) can be flat blades at an angle on the shaft or large plows at right angles to the shaft. The plow has long been thought of as very effective for cohesive materials but the mixing relies on a tumbling action as the plows or paddles lift material. The biggest problem with a plow is the limited lateral mixing along the shaft. This can be overcome by feeding at one end and emptying at the other but segregation can occur as the solids go over the discharge weir.

Figure 3. These devices often get the nod for more cohesive solids or liquid addition.
Fine solids can accumulate in the clearance between the wall and paddle so that dead areas develop where the solids don’t move at the same speed as the bulk contents. This can give wide variations in blend quality even with a continuous blender. When evaluating a paddle blender, conduct long term tests to determine the extent of this segregation. High rpm paddle blenders are a specialized version of this device, but are best used in very light loadings and short residence times. Attrition can be severe.
Ribbon blenders (Figure 4) well suit batch mixes as the ribbons can move material in opposite directions, which adds tumbling to a back-and-forth flow. The most effective blenders for wide particle-size differences use ribbons of different pitch and diameters.

Figure 4. The level of fill usually significantly impacts both performance and attrition.
Overfilling and underfilling negatively affects performance. The optimum, which varies with the type of solids, generally is around two-thirds full — but attrition is highest at that level and needs to be considered. If a dedusting occurs after the blender, this may improve product quality by eliminating fine particles that would be generated in subsequent packaging or handling. Ribbons can achieve a quicker blend, and better blend in the vertical plane, but still are slower in the lateral plane (along the shaft).
The screw blender is a variation of the horizontal ribbon blender. It utilizes a screw along the wall of the cone that rotates around the cone as it pumps solids up the wall. Some cohesiveness helps the performance, especially with the addition of liquids. While blend times can be very low, segregation on discharge and sifting of fine particles can destroy the blend. There’s often an optimum agitator speed that gives a quick blend while minimizing sifting. However, finding it may take an extensive amount of testing. Once the right set of operating conditions have been determined, the screw blender can overcome the segregation effects.
In either paddle or ribbon devices, cohesive mixtures don’t do well at the extreme end of the blender, especially if the agitator clearance is large. High rotational speeds may fluidize the solids, resulting in clumps of fine particles that slough off the shell during discharge. Consider paddle blenders for more cohesive solids or when liquids are being added to the solids and ribbons for mixtures containing minor ingredients.
Both ribbon and paddle blenders often come with high-speed wall agitators, sometimes called choppers. For very cohesive materials these prevent lumps and can impart enough shear action to the particles that the surface is more active. This highly energetic surface will bind easier to the larger particles and give a quicker end to the blend. While some attrition may occur, the shorter blend time often makes this a wash.
Specialized mechanical devices. The ideal mechanical blender would be able to separate the individual particles and put them back together in the mixture based on the overall distribution of the particles. The riffle box separates a mixture into discrete compartments and then recombines the small compartments to give a smaller mass that represents the average of the original mass of material. While this can be repeated to achieve the desired production size or consumer quantity, the method isn’t very practical for very large production rates. However, some proprietary devices such as the Diamondback hopper approach this concept.
Another variation on blending is to fluidize the particulate solids as they are loaded from the storage tank. A high-speed ribbon or paddle that doesn’t accumulate solids (no vessel holdup) will provide localized mixing and can improve the filling of tank or rail cars and avoid excessive fine particles on the top of the fill. This is important because many clients open the top hatch of a shipment to take a grab sample for analysis. If the sample doesn’t meet specifications, even though the overall contents of the shipment do, the shipment may be rejected.
Flow tube blenders (Figure 5). The riffle concept has been applied with great success on the large scale to pelletized solids. Tubes, each with a hole at a different level, are placed in a silo. Each tube primarily will move solids from its upper hole to a small discharge bin.
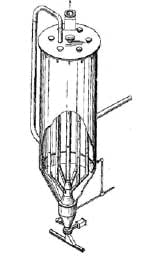
Figure 5. Such equipment finds wide use on a large scale for handling pelletized solids.
In theory the variations from production are layered in the silo and the flow in each tube is identical. This assumes that there are no fines or angel hair to block or slow the flow in each tube. Circulating the contents of the silo can improve CoV but the best results occur if the silo is emptied as it is circulated. Unfortunately, the circulation process often increases angel hair and fines; however, these can be minimized though proper design of the pneumatic convey system. In years past convey velocities were always set too high as a way to prevent plugging problems, mostly due to poor maintenance procedures. With the advent of better computer-based design programs and the ability to adjust convey flows more precisely in the production areas, this is less of a problem.
More recently multi-cone hoppers and lift tube blenders have replaced flow tube blenders. The insertion of a cone within the discharge cone of the silo causes the center to flow faster, which results in blending of the solids laterally. The cone-in-cone must be carefully designed based on the flow properties of the solids and generally isn’t adjustable in production. Mass flow blenders do little lateral mixing but can be used with an external circulation loop to blend out vertical differences. They’re not very commonly used.
Fluidizing blenders. Fluidization is one of the major reasons that solids blending can be difficult. It not only increases the chance of segregation and sifting but also can result in attrition, which alters the particle size distribution and perhaps even surface and electrical properties. However, a wide variety of devices that use fluidization have proven to be very effective blenders.
Fluidized beds are exceptionally good blenders, especially for small volume blends. Attrition is minimal when designed with very small-hole fluidization grids. These are good for small variations in particle size of the components to be blended.
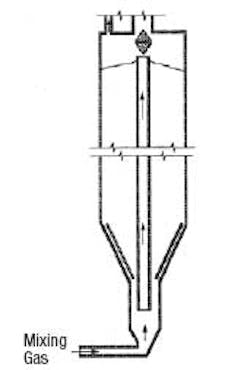
The lift tube blender (Figure 6) utilizes a central pneumatic-operated tube in a silo, often with a cone-in-cone hopper to increase the relative velocity of the individual solid particles. Conveying rates can greatly exceed those reached in a conventional pneumatic convey line (200,000 lb/hr isn’t unusual). Lack of impingement of the particles on elbows can minimize attrition. Dedusting of the product can occur during blending. The solids need to be free flowing.
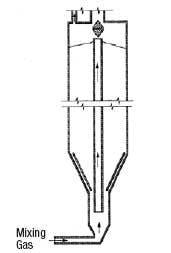
Figure 6. Unit can provide much higher rates than possible with pneumatic conveyors.
It’s possible to blend small amounts of fine particles by introducing them into the gas that enters the bottom of the blender via a venturi. The only limitation is that these particles need to be large enough not to get blown out of the silo and small enough not to plug the ejector feed. The venturi can be used in a convey line to blend on the fly without recirculation to the tank. The pressure at the inlet of the venturi will control the rate of injection of the second solid.
To blend a wider particle-size distribution using fluidization, choose the spouted bed. In this device, the central tube is supplemented with fluidization of the outer cone. The hopper also can have dust collection, which will allow a wider range of particle sizes.
Another variation is the use of jets in the cone of the hopper (Figure 7). These blast the solids in the hopper to create fast localized mixing due to flow of solids around a bubble of gas. The gas must be of sufficient pressure to lift the entire hopper contents and high enough in volume to exceed the minimum fluidization velocity. When the particle size distribution is wide, pulsing of the nozzles in sequence (around the cone or side-to-side) rather than all at once can minimize sifting effects. The short blending time normally doesn’t lead to much attrition, but this always requires checking.

Figure 7. Blasting solids from several points with a gas fosters fast localized mixing.
Achieving success
There’re several things you must do to ensure a good blend:
- Educate the customer. Even though your plant has produced a uniform blended product, it may not arrive at the customer in the same state. Quality controls may ensure that the ingredients, including their size and color, are correct but segregation during filling, transport and discharge can give the impression that the product has not been blended if the customer simply takes grab samples. The particle size and distribution may provide clues that this may happen. Solids flow testing can identify mixtures that are more likely to behave badly than other materials. You must do more than make the customer aware of the steps you’re taking to ensure a good blend, it’s important to pass on tips on how to avoid segregation of the product and how to obtain representative samples.
- Educate your operators. A good first impression is important when delivering a product. If you’re filling a drum, don’t shake out the chute onto the top of the drum. If you’re loading a cargo ship, don’t dump the baghouse catch on top of the fill. If you do, send a note to the customer explaining why it looks so bad. Sometimes a simple demonstration of sifting and segregation principles to the operators can go a long way to improve product quality. Once I was having trouble explaining why we wanted to avoid using an intermediate hopper with a slowly deaerating material. So I took a coffee can, put some material in it and shook it up. In the first minute, I tossed in a quarter. It disappeared. Three minutes later, the same thing happened. After five minutes, the quarter landed on top and did not sink. The other two quarters were at or near the bottom of the can. It convinced the operators they had to bag as they made the material.
- Don’t over-blend. Determine the correct blending time, speed and fill for each mixture and ensure that they’re used. Over-blending leads to attrition, heating and change in surface characteristics of the solids. If you must take samples during the blend, shut off the blender while the sample is analyzed. This is especially true if the sample size must be large to be representative. Return the sample to the blender before proceeding, if possible.
- Use statistical methods to find hidden variables. Subtle changes in humidity, temperature and even the operator can influence blending. Emphasize using six-sigma methodology when developing the correct blending parameters (time, speed, etc.) for each type of blender.
- Select the correct blender. While it may be easier, simpler and keep capital costs down to use one blender, as this article should’ve made clear, a single type of blender can’t handle all materials. Use Table 1 to find the most likely candidate based on the type of particulate solids being blended. However, keep in mind that this table only gives general patterns of behavior. It may be necessary to do flow testing to determine if the solids fluidize or have a strong tendency to segregate. If you don’t have the correct device, rely on a toll producer until you can afford one.
- Consider clean-out. It’s not economical to have a blender for every product. So determine what cleaning between products will entail. Plows and ribbons are very difficult to clean and fluidized blenders may build up coating in hard-to-reach places. The more internals in the blender, the harder it will be to clean.
- Test, test, test! This isn’t always the most practical suggestion due to the cost. Flow testing is an expensive proposition but can improve both the selection and operation of a blender. However, reserve it for high value or high volume products, especially when the blender choice is in doubt. A less expensive version of the testing scenario is to match the sample size to the packaging size and use statistical techniques to reproduce the correct operating conditions.
Make a solid start
To select the best blender follow a systematic approach that considers where the blender fits in the process and the difficulty of the material. The amount of testing required can be a confusing issue. You can base some selections on similar materials being handled but other materials will require extensive and more expensive procedures. However, often there’s no single correct answer. Temper any expert opinions with an evaluation of overall process needs and potential problems. Ill-founded certainty is far worse than a realistic appreciation of the confusing issues.
Tom Blackwood is director of technology for Healthsite Associates, St. Louis, Mo. E-mail him at [email protected].