Choose the Right Grinding Mill

In most industries size reduction falls into two general categories: crushing and milling. Crushing typically means reducing large chunks to sizes about 1/2 in. to 3/4 in. in diameter or smaller. Milling usually means reducing material to sizes in the low micron or even nano-size range. Crushing mostly is done dry while attrition milling may be done wet or dry [1].
In this article we'll discuss attrition milling technologies as they relate to chemical processing applications. Many chemical operations frequently require finer materials; media milling is one common way to achieve the desired results.
Media milling technology plays a significant role in three major areas of chemical processing:
1. particle size reduction of chemicals;
2. mixing and milling of several chemicals to form new chemical compounds; and
3. activation or liberation of chemical raw materials.
Proper selection of media milling equipment is vital for success in all three areas.
There are many different types of grinding mills (Table 1). Some devices, such as ball mills, are more suitable for coarse materials. These mills use "large" media, ranging in size from 20 mm in diameter and up, to produce material from about ten microns to mesh sizes. Attrition mills are more appropriate for "mid-range" size particles. Such mills utilize 3–10-mm media to produce material ranging in size from approximately 1 to 10 microns. The first "small media" mill was introduced about 60 years ago. It was named a "sand mill" because it used 1/64–1/8 in. Ottawa silica from Canada. The latest advancements in milling technology target applications that require ultrafine grinding. These high-performance small media mills produce sub-micron particle sizes by employing beads ranging in size from 0.1 to 1 mm.
Comparison of Grinding Mills |
||
Type of Mill |
Media Size, in. |
Tip Speed, ft./min. |
| Ball mill |
1/2 and larger |
— |
| Attrition mill |
1/8 – 3/8 |
600 – 1,000 |
| Sand mill |
1/64 – 1/8 |
2,000– 3,000 |
| Small media mill |
0.1 mm – 3 mm |
1,000 – 3,000 |
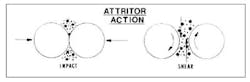
Attrition milling is simple and effective. Feed material is placed in a stationary tank with the grinding media. A rotating shaft with arms or discs then agitates the material and media. Both impact and shearing action result in size reduction as well as homogeneous particle dispersion with very little wear on the tank walls. These efficient forces (Figure 1) must be present for the most effective grinding action.
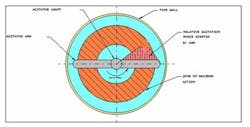
The configuration of the attrition mill's agitator system causes constant motion of material around the tank. The area of greatest media agitation is located approximately two-thirds the radius from the center shaft (Figure 2). In production-sized units for wet milling, a pumping circulation system augments the movement. As can be seen in Figure 2, grinding doesn't take place against the tank walls. There's actually very little wear on the walls, which leads to longer vessel service life. In addition, it means the tank walls can be thinner, thus enhancing heat transfer and temperature control.
Grinding time is related to media diameter and agitator speed via:
T = KD2/N1/2
where T is the grinding time to reach a certain median particle size, K is a constant that depends upon the material being processed, the type of media and the particular mill being used, D is the diameter of the media, and N is the shaft rpm.
This equation shows that total grinding time is directly proportional to media or ball diameter and inversely proportional to the square root of shaft speed. Thus, increasing the media size increases the grinding time and vice versa.

IMPORTANT FACTORS
Different types of mills suit different processing requirements. There are several key factors to consider when selecting grinding mill types and media.
Feed material. The nature of the material to be reduced is of utmost importance. Questions to ponder include:
1. Is the material friable, fibrous, heat sensitive or sticky?
2. What is the shape of the feed particle?
3. What is the hardness of the material and is it very abrasive?
4. What is the feed size and how fine a size is desired?
Generally the coarser the feed material the larger and denser the grinding media should be — because larger and heavier media generate greater impact forces. Final particle size also should be considered. The finer the required end particle size the smaller the grinding media should be — because small media make greater surface area available to perform grinding.
Some manufacturing processes benefit from combining complementary milling technologies. Such a two-stage process maximizes the efficiency of both. One example is using a stirred ball mill such as an Attritor to perform the first stage of grinding and then achieving the final polishing grind with a small media mill.
Material of construction is another crucial area to consider during mill and media selection. When processing chemicals it's often necessary for mill contact parts to be as inert and contamination-free as possible. In these instances, mill contact parts and grinding media can be manufactured from various types of stainless steel or ceramics. Some of the parts also can be lined or coated with different types of polymers.
Mills can be tailored to specific duties (Figure 3). Some feed materials pose special requirements. Those that easily oxidize must be milled under a blanket of an inert gas like argon or nitrogen. Materials such as plastics, etc., that aren't very friable require cryogenic milling (Figure 4). Sometimes this can be done by blanketing the material with liquid nitrogen; other times milling must be done in a liquid nitrogen slurry. When milling with solvents such as acetone that evaporate very easily, a water-cooled cover on the mill offers benefits.
MILL SELECTION
Dry grind processing is ideal for products with particle size specifications of 2–3 microns average or larger. Dry grinding offers many potential cost savings. It can cut transportation costs because materials can be shipped without additional liquid weight. It also can reduce production costs and energy because there's no need to remove liquid from the final product. In addition, dry grinding can eliminate costs associated with waste liquids' disposal, which has become increasingly expensive due to stricter environmental regulations.
Attrition mills can operate in either batch or continuous mode and suit harder-to-grind material such as metal powders, metal carbides and glass frits. Their shaft speed runs from 75–500 rpm and media generally range in size from 5–13 mm. Feed material can be as coarse as 1/2 in., while end product size can be as fine as 2–3 microns if the mill operates in a batch mode.
Dry grind mills also are used to make dispersion strengthened metal (DSM). In this process (known as mechanical alloying or cold welding) the grinding media break the metals and additives into small particles first, and then beat them together to form agglomerates. Repeating the process evenly mixes and disperses the various metals to form the DSM.
Pigment makers also use these mills to develop color in pigments.
High-speed attrition mills rely on small (2–3-mm) media and operate at a much higher speed, generally from 400–2,000 rpm. Proprietary design features such as shaft/arm configuration and side discharge screens allow these mills to continuously produce fine powders, which are discharged by centrifugal force. However, the small media size used limits feed materials to 40 mesh and finer. The end products from these continuous mills generally are in the 2–5 micron range.
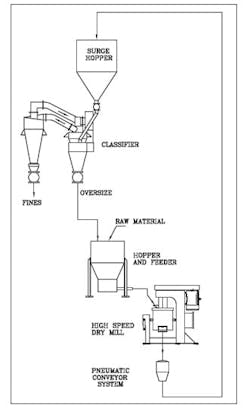
Dry grind mills can be used in conjunction with air classifiers or screeners to form a closed grinding process loop (Figure 5). By continuously classifying out fines and returning oversize material to the mill, such systems can very efficiently provide sharp particle-size-distribution grinds.
As a rule of thumb, dry grinding generally will achieve particle sizes of 3–5 microns. To mill to sizes below that range requires wet milling. Today, the trend clearly is to produce nanoparticles.
Wet grind processing can be done in batch, continuous or circulation modes. In recent years, many paint and mill manufacturers have focused much of their attention on a "new" type of "high circulation rate grinding" to achieve superior dispersions. In actuality, this type of grinding has been used for many years.
These units combine a grinding mill with a large holding tank equipped with both a high-speed disperser and a low-speed sweep blade. The entire contents of the holding tank pass through the milling chamber at least once every 7.5 minutes or about 8 times per hour. This high circulation rate results in a uniform dispersion, narrow particle-size distribution and faster grinding.
There are two types of high circulation mills — one uses 3–10-mm media to process material down to sizes of a few microns, the other uses 0.1-2-mm media to achieve sub-micron and nano-size products.
MEDIA SELECTION
Choice of grinding media depends upon several factors, some of which are interrelated.
• Specific gravity. In general high-density media give better results. The media should be denser than the material to be ground. When grinding some slurries, media with higher density may be required to prevent floating.
• Initial feed size. Smaller media can't easily break up large particles.
• Final particle size. Smaller media are more efficient when ultrafine particles are desired.
• Hardness. The harder the media the better the grinding efficiency and, consequently, the longer the life.
• pH. Some strongly acidic or basic material may react with certain metallic media.
• Discoloration. Certain applications require, for instance, white material to remain white.
• Contamination. Material resulting from media wear shouldn't affect the product or should be removed by a magnetic separator, chemically or in a sintering process.
• Cost. Media that may be two-to-three times more expensive may wear better, sometimes lasting five-to-six times longer — and therefore may justify their extra cost in the long run.
For attrition milling, media size ranges from 1/8 in. to 3/8 in., with smaller media generally resulting in faster particle reduction — because for a given volume there'll be more impact and surface contact. As media becomes smaller than 1/8 in., mass is significantly reduced, resulting in less impact force and thus longer grind times. When ultrafine grinding isn't needed, larger diameter media may prove to be faster and more efficient because of their greater mass. Here is a summary of the advantages and limitations of attrition milling:
Attrition Milling in Perspective
Advantages
1. Fast, efficient and reliable fine grinding
2. Versatility of the grinding process
3. Low power consumption
4. Mills come jacketed for heating or cooling
5. Easy and safe to operate with minimal operator attention
6. Low maintenance
7. Compact design requiring small plant area
Limitations
1. Maximum feed material size of 13 mm generally
2. Heat generation from dry milling
3. Multiple mills likely needed for large quantity production
Keep These Hints in Mind
Here're a few practical pointers to help you succeed with attrition milling. First, the smaller the feed size and the more uniform the feed size the higher the efficiency. Beyond that, the type of milling raises a number of specific issues.
Dry Milling —
Tips:
1. Minimize moisture content of feed material; high moisture content (over 2%) can cause material to cake inside the milling chamber.
2. Continously add grinding aids or additives, whether in powder or liquid form, while size reduction is taking place. Most dry milling processes require such materials. Their function is to do one or more of the following:
a. minimize the effects of moisture inherent to the material being processed;
b. change the electrical charge on the surface of particles;
c. reduce the negative effects of static charge that may develop;
d. function as a lubricant between particles; and
e. act as a partitioning agent between particles to prevent agglomeration.
Trap:
1. Avoid over-grinding material that's already smaller than desired size. Remove this fine material as soon as possible by some form of classification. This will increase process throughput rate and efficiency.
Wet Milling —
Tips:
1. If needed, use wetting agents or surfactants. They serve several purposes:
a. helping to neutralize electrostatic charge;
b. lowering surface tension; and
c. assisting in improving the solution's rheological properties.
Traps:
1. Ensure material is properly dispersed before adding to the mill. This will help to prevent agglomeration and clogging of the discharge screen.
2. Don't choke the mill by starting with solids content that's higher than the mill can process. A rule of thumb is to start with 50% solids and adjust as needed. Remember that as particle size is reduced surface area and viscosity will increase, which may require lowering the percent solids.
Keep in mind that no single mill will grind large particles to a very fine size efficiently by repeating or prolonging the process in the same unit. A specific type of mill (with fixed media, operating conditions or equipment parameters) is most efficient in grinding a particular material with a certain feed-size range. A ratio of feed size to desired particle size of greater than 100:1 requires a two-step milling process. The first step should rely on larger media to reduce particle size to a level that can be handled in step two with smaller media. Whenever possible run a laboratory test at the mill manufacturer's facility. This will demonstrate the feasibility of the milling system and provide valuable scaleup information for larger throughputs.
ROBERT E. SCHILLING, P.E., is national sales manager for Union Process Inc., Akron, Ohio. E-mail him at [email protected].
Reference
1. Moir, D. N., "Size Reduction," p. 54, Chem. Eng. (Apr. 16, 1984).