Plant designers frequently opt for the lowest possible rated power of drive motors, e.g., when selecting vacuum pumps. However, the kilowatt specification on the nameplate doesn’t tell very much about the real energy consumption of the device in actual use. It tells even less when a service factor (SF) disguises the maximum rated power. Instead of focusing on rated power, you should perform a systemic analysis to find out how to achieve optimal energy efficiency in a vacuum system.
First, consider two key factors — ultimate pressure and pumping speed — when selecting a vacuum pump. They determine the actual vacuum performance, i.e., the vacuum level reached in a certain period and available in the application. Usually, vacuum pumps using completely different technologies can achieve the same required performance level. For example, a rotary vane vacuum pump (the most widely used technology today) operating at 1,000 rpm provides performance similar to that of an oil-lubricated screw vacuum pump running at up to 7,000 rpm.
[callToAction ]
Motor nameplates can reflect differences in operating principle. For instance, the nameplate on the screw vacuum pump might indicate a lower rated power than that shown on the rotary vane vacuum pump. However, power consumption in the actual process regularly departs significantly from the rated power. The motor with the smaller number in front of the kW specification doesn’t necessarily use less power than the “larger” drive. Quite often, the exact opposite is the case, especially when the SF—a figure found on American nameplates—further obscures the real rated power.
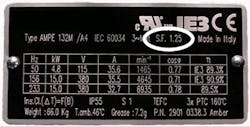
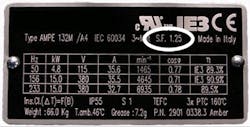
Figure 1. The service factor of 1.25 means the motor can temporarily exceed its rated power by up to 25%.
You also should consider aspects other than nameplate figures to achieve optimal energy efficiency. To begin with, no linear relationship exists between power consumption and the provided performance (shaft power) in an electric motor. The device usually reaches optimal performance somewhere between 50% and 100% of its rated power. It’s quite safe to assume that the motor works at highest efficiency in some range around 75%of the rated power. Below this range, the motor needs more power in relation to the actual performance, thus increasing the relative power consumption.
Service Factor Confusion
The relative power consumption also is higher when the optimal range is exceeded. Permissible operation can extend beyond 100% of rated power if the SF is over 1.0. According to the U.S.’s National Electrical Manufacturers Association (NEMA) standard “Motors and Generators” (NEMA MG1-2016), the SF given on the nameplate specifies the degree to which a motor can be loaded beyond its rated power. The rated power multiplied by the SF value represents the degree of overloading allowed. For the nameplate shown in Figure 1, the SF of 1.25 means the real maximum rated power is 25% higher than indicated. So, in the case of this 15.0-kW-rated-power motor, the maximum permissible, thus real, rated power is 15.0× 1.25 = 18.75 kW.
NEMA explicitly cautions that a motor should operate in the SF range only for short periods. However, strong oscillation routinely occurs in vacuum generation. Instantly starting the vacuum pump from standby mode or firing it up to high peak loads is recorded as “temporary” overloading, even if this happens regularly and in short cycles. In such cases, the relatively low rated power not adjusted for the SF suggests low power consumption although the actual pumping performance clearly exceeds the nominal figure. The motor also works significantly outside of its efficiency optimum for much of the time, periodically running in the SF range. Besides the extra energy consumption, such operation also negatively impacts the motor’s maintenance costs and lifecycle, and can lead to earlier-than-expected replacement.
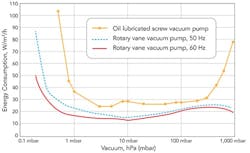
Figure 2. Lower-rated motor consumes far more energy than the “larger” one in actual service. Source: Busch.
Realistic comparison of the actual energy efficiency of different vacuum pumps requires measuring power consumption and performance in practice. A German vacuum pump manufacturer, Busch, ran such parallel tests using:
1. a speed-controlled oil-lubricated screw vacuum pump from another manufacturer with a specified rated power of 15 kW plus an SF of 1.25; and
2. a rotary vane vacuum pump from its own product line with a rated power of 18.5 kW on the nameplate.
Test results proved illuminating. In the main operational range around 10 mbar, the power consumption of the motor with the lower nameplate rating was nearly twice as high as that of the one with the higher rating (Figure 2). The rotary vane vacuum pump, running at much lower speed, worked substantially more efficiently despite its larger motor. The efficiency gap widened at both ends of the curve.
Make A Wise Choice
You can’t achieve the highest energy efficiency in a vacuum supply system without a comprehensive analysis. Don’t merely compare nominal energy consumption. Apart from ultimate pressure and pumping speed, thoroughly evaluate the operating principle. Whether a pump is oil-lubricated or dry-compressing plays a crucial role as far as its compatibility with the process. Installation site, control technology, process cycles, the option of a vacuum buffer, and the connection between process and vacuum generation also can strongly influence the choice of technology. It’s always a good idea to consult a qualified vacuum specialist. That person can help you find the right pump or system design by providing insights on actual energy consumption and the application’s critical characteristics.
ZSOLT PEKKER, is a Heitersheim, Germany-based freelance journalist specializing in automation and production technology. Email him at [email protected].