Treat Your Reciprocating Compressor Right
[pullquote]
It’s best to start up a reciprocating compressor at no or very low load. This reduces torque requirements — and, thus, the need for higher-torque motors — as well as improves machine reliability. So, let’s look at some methods to reduce startup load.
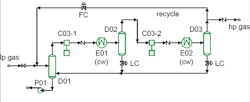
Figure 1 shows a schematic of a two-stage reciprocating compressor system. Each stage has both a suction knockout drum to protect the compressor from liquid in the feed and an aftercooler to reduce the process temperature. The first-stage aftercooler helps prevent excessive temperature into the second stage suction. While operating, the compressor system uses both a flow control recycle line plus suction valve unloaders on the compressor stages to control compressor capacity.
Two common ways of starting up reciprocating compressors at no load use the normal-operation capacity controls to decrease the starting load to zero. These methods are total recycle through the recycle line, and running at zero load with the inlet valve unloaders open.
Operating with the recycle flow valve in Figure 1 fully open reduces the discharge pressure to the suction pressure, minimizing the torque at startup. (Each stage may have its own individual startup line rather than the common line shown.)
Using the recycle line to decrease load means the entire flow is cooled through the after-coolers. Compressor suction temperatures stay within normal operating ranges. This configuration requires the product check (no-return) valve to seal well. If that valve doesn’t seal, reverse flow from the discharge can enter the system.
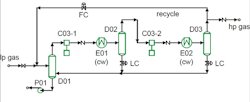
Figure 1. The recycle line in this reciprocating compressor setup provides a means for no-load startup.
lp = low pressure; hp = high pressure; cw = cooling water
The flow control valve then is closed until discharge pressure rises enough to force flow forward. Net capacity can be smoothly increased to prevent excessive torque changes on the machine and motor.
The other option uses valve unloaders on the suction of the compressors to drop the capacity to zero load. Valve unloaders prevent isolating the cylinders from the feed. When the compressor enters the compression stroke, feed is forced back into the suction rather than being pressurized and moved forward.
Valve unloaders can lead to heating of the suction gas. For the limited duration of a startup, this rarely is severe. If present, cylinder cooling jackets usually suffice to deal with this heating.
On a double-acting compressor cylinder, simple valve unloaders allow stepping capacity up from 0% to 50% and then from 50% to 100%. While not as smooth as a recycle line, even the 50% capacity step dramatically reduces startup torque loads.
We recently came across a third method of starting up reciprocating compressors: lowering compressor startup load by dropping the feed density. This involves fully closing the feed isolation valve of the compressor at startup. The small gas volume left in the line between the valve and the compressor leads to a drop in suction pressure. The resulting low gas density in the cylinder suction translates into low load. Once the machine is started up with blocked feed, the feed valve gradually is opened to move into normal operation.
We don’t recommend blocked-inlet startup because it poses several problems. First, the system is pressurized to process conditions for a fraction of a second. During this time, the compressor and motor must deal with the full startup torque. Depressurizing the inlet piping to a lower-than-normal pressure before startup can reduce this load. Second, the cylinder and valve temperatures can rise dramatically. So, this approach only suits compressors with cylinder coolers and, even then, generally should be avoided.
A good startup plan for a reciprocating compressor can save money and improve reliability by reducing startup torque. Using a recycle line, if present, generally is the most effective method. Inlet valve unloaders are also a good choice.
ANDREW SLOLEY is a Chemical Processing Contributing Editor. You can email him at [email protected].
SCOTT SCHROEDER is a Senior Consultant at Advisian. You can email him at [email protected]