The new ECO Design regulation of the European Union (EU), which came into force on July 1st, calls for a wide range of motors to meet higher requirements of the IE3 (premium efficiency) class set by the International Electrotechnical Commission (IEC), Geneva, Switzerland, in IEC 60034-30-1— and be marked IEC compliant. Also, for the first time, it includes variable speed drives (VSDs) that must comply with IE2 efficiency requirements.
In July 2023, the regulation expands even further for some motor categories, raising the base level in certain cases to IE4 (super premium efficiency) class. These efficiency requirements relate only to the motor itself.
The regulation covers a large segment of standard low-voltage VSDs, 0.12–1,000-kW output power, and voltages from 100 V to 1,000 V.
ECO Design is just the latest step in a process of transition to even greater efficiency that is expected to save the EU 102 TWh of electricity annually by 2030.
Five Main Impacts
Vendors such as Rockwell Automation, ABB and Siemens are finding their chemical industry customers largely geared up for these changes. However, many important issues are at play. Andy Gagnon, senior manager engineering, mechanical and control hardware, Rockwell Automation, Mequon, Wisc., stresses the latest legislation:
• affects all manufacturers that label drives for global use and adopt IEC standards;
• applies in any country that has adopted IEC (or similar) ECO Design requirements;
• helps customers know a drive meets current best-in-class efficiency design, materials and construction;
• offers ease in applying LVDs with confidence of getting the best efficiency; and
• includes a standard method for publishing efficiency information for application considerations.
“I really like the ‘helps customers’ point because we finally have a methodology to calculate a drive’s efficiency relative to a standard reference value,” he notes.
“For the first time with drives, we have standards and are making sure everyone adopts them. Another beautiful part of the standard is that it prescribes for us as drive manufacturers how we should calculate energy losses. So you can make direct comparisons between drives supplied by different vendors,” he adds.
However, process engineers need to understand some of the subtleties within the new standard, Gagnon cautions. For example, it’s very important, he notes, to account for any losses incurred by an AC or DC link choke incorporated as part of a drive’s design and the impact on the efficiency the drive ultimately can deliver as it operates that motor. Engineers also should be aware of exclusions to the regulation, including regenerative drives, DC drives and bus supplies and drives integrated into products such that testing their energy efficiency separately is not possible.
Another advantage of the standard is that it overcomes the issue of multiple points of efficiency for drives.
“One of the challenges that has beleaguered the industry for a long time was that drives innately can control motors at different speeds and different load points and oftentimes that has challenges in terms of understanding what that means in terms of efficiency. The IEC standard language is RCDM — the reference complete drive model — which helps customers find the best way to apply any drive to meet the standard,” says Gagnon.

Figure 1. Online tool now provides information on the energy efficiency of this and other drives in the same series. Source: Rockwell Automation.
Better Decision-Making
For its part, Rockwell Automation provides an online ECO Tool for finding energy efficiency details of its Allen-Bradley line of LVDs (Figure 1). Today, the tool now supports PowerFlex 750 series drives; coverage of additional lines of PowerFlex drives will follow in the future.
“A customized tool like this really lets you understand the energy efficiency of motors and drives. For chemical companies, it clearly shows the relationship between power use, need and cost. So you could look at them as a good return on investment (ROI),” emphasizes Gagnon.
Steffen Zendler, heavy industry strategy and marketing manager, EMEA, Karlsruhe, Germany, agrees: “Chemical and other process companies increasingly are looking to get help from a sustainability and optimization point of view anyway — wanting to know what and where they can tweak to make their processes more efficient.”
Even with this detail at hand, additional factors still can come into play, notes Gagnon: “Harmonic distortion, for example, can lead to heating issues and poses challenges for motors and upstream devices. So power quality matters.”
Active and passive filters can tackle the problem. However, an active front end with regeneration technology offers potential energy savings by “taking energy normally burned off as heat in the resistor and making it part of the utility feed,” he explains.
Benefits of regeneration include: obviating braking resistors; eliminating cooling equipment and associated wiring, labor, installation and maintenance costs; and the possibility of returning energy for use in other applications or to the utility.
“That’s where this ECO directive is designed. So we get better at thinking about having the best-in-class hardware in our drives and best-in-class processes around drive control and we can optimize losses in the drive as it runs across its operating range,” declares Gagnon.
“Regeneration in particular has significant added effects and should be considered when customers are looking to create a powerful energy consumption roadmap that meets sustainability requirements and, ultimately, the bottom line. At the end of the day, this stuff costs money. You don’t get energy for free,” he concludes.
No Surprise
“Generally speaking, our experience has been that customers in the chemical processing industries were well aware of the coming changes well in advance of them coming into force. So, we didn’t really have to pursue them,” says Jukka Hannuksela, head of global standards and compliance for ABB IEC LV motors, Vaasa, Finland.
“In fact, in Germany, the VIK standard was already requiring IE3 before the EU regulation was published. However, when talking about the market and customers they are not always the same across Europe. It is probably fair to say that end customers have a slightly greater awareness of the need to adopt higher IE classes than OEMs [original equipment manufacturers],” he adds.
Indeed, ABB finds some end users are striving to exceed the efficiencies mandated by the regulation and, so, are searching for even-more-energy-efficient technologies for their equipment, applications and processes.
“That is a good indication of the common ‘industrial’ interest to reduce energy consumption,” stresses Hannuksela.
Of course, the quest for greater energy efficiency extends well beyond the EU. For instance, the United Kingdom will adopt the same regulation, although by a different name, Hannuksela notes. In the United States, almost all motors are covered by the integral horsepower motor final rule, which calls for premium efficiency levels equivalent to IE3. China uses an energy efficiency grading system, with the highest — 3 — comparable to IE3. Australia, New Zealand and some South Pacific countries also have adopted the same or similar requirements.
The IE4 classification doesn’t represent the top practical efficiency. Indeed, ABB’s latest offerings are designed to surpass the 2023 regulations. The company says its IE5 “ultra-premium efficiency” motor packages represent the highest level of efficiency achieved by any current design. In practice, IE5 motor packages have 20% less energy losses compared to IE4 ones.
A good example of such an IE5 motor package is ABB’s SynRM. Opting for such a unit not only puts users a step ahead of the regulations and reduces energy consumption but also provides considerable savings. An IE5 motor package, comprising a motor and a VSD, will pay back the cost difference with an IE3 package after about 13 months, according to the company.
Future EU mandates might take a broader focus. There have been discussions to require “system level” energy-efficiency requirements and regulation, Hannuksela notes.
“So the future trend could be for the combination of electric motors and VSDs and, perhaps, also including a whole system covering, for example, pumps. The question of how the energy efficiency of the full combination would be evaluated and assessed in industry applications may require some further thinking and standardization,” he says.
“Overall, I would stress that moving to more-efficient motors, ideally in combination with VSDs, improves the performance of machinery and reduces operating costs. At the same time, of course, it benefits the environment — which is the purpose of the regulation,” he adds.
The regulations pose under-appreciated dangers to OEMs, warns Hannuksela. “Unless they are fully aware of the implications, OEMs specifying low-voltage motors and VSDs in their products risk missing, misunderstanding or misinterpreting important details. This could potentially lead to them producing unsaleable equipment.”
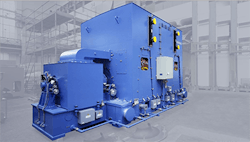
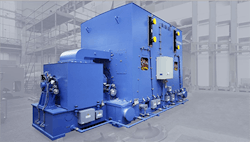
Figure 2. High-voltage motors control and optimize compressor-train performance on new polypropylene lines at Chinese site. Source: Siemens.
Broader Discussions
Thomas Niedermeier, lead, low voltage motors for Siemens Digital Industries, Ruhstorf an der Rott, Germany, also has noticed growing interest by EU-based chemical companies in finding ways to improve the efficiency level of motors used in their processes.
“In the EU chemical industry, more than 75% of all motors are located in hazardous area zones, so the companies always insist on having types available that meet the required standards. Generally speaking, it’s often this industry demand that has been propelling suppliers such as Siemens to move towards compliant motors even before it became prescribed by law,” he says.
In general, large markets like China already are following IEC rules or, sometimes, holding themselves to even higher standards, Niedermeier notes. So, in Siemens’ case, the company’s motors fully comply with different international demands.
As an example of the value of using more-efficient motors in combination with VSDs to improve machinery performance and operating costs, Niedermeier cites a current Chinese project.
Oriental Energy, Zhangjiagang, China, now is commissioning two 600,000-t/y propylene plants. Both use a propane dehydrogenase process.
“To run our plant economically, flow through our reactors has to be precisely controlled. Having an efficient and powerful compressor train with a highly reliable motor drive system is crucial for our process and for our business,” notes Zhou Y Zhong, general manager, Oriental Energy.
At the heart of the process are three compressor chains controlled by a highly efficient Siemens motor system. The compressor trains are built from Simotics high-voltage motors in combination with Sinamics GL150 low-frequency converters that control and optimize the motors in the compressor chain (Figure 2). This tandem design, which enables feeding power to the motors from two sides, is the first of its kind in the world, according to Siemens.
“At the end of the day, our productivity is increasing because everything is running reliably,” adds Lou Wen Yao, Oriental Energy chief electrical engineer.
Over time, discussion in industry will evolve from focusing solely on motors to a broader perspective that considers complete systems, Niedermeier believes. “From an environmental perspective, there is limited advantage to be gained from improving efficiency just for motors. We need to look at the bigger picture and optimizing efficiency in integrated systems,” he concludes.
About the Author

Seán Ottewell
Editor-at-Large
Seán Ottewell is a freelance editor based in Ireland. He has an impressive background in the chemical industry. After earning his degree in biochemistry at Warwick University, UK, he earned his master's in radiation biochemistry from the University of London. His first job out of school was with the UK Ministry of Agriculture, Fisheries and Food, London, where he served as scientific officer with the food science radiation unit.
From there he entered the world of publishing. In 1990, he was the assistant editor of The Chemical Engineer, later moving on to the chief editor's position. Since 1998, he has been a regular contributor to European Process Engineer, European Chemical Engineer, International Oil & Gas Engineer, European Food Scientist, EuroLAB, International Power Engineer, published by Setform Limited, London, UK.
Chemical Processing has been proud to call Ottewell Editor at Large since 2007.
He and his family run a holiday cottage in the small village of Bracklagh in East Mayo. He also fancies himself an alpaca farmer.