Distillation: Resist the Temptation

Some processes reward close control of liquid and vapor rates inside distillation columns. Conventional control approaches use a variation of flow metering based on either imposing a pressure drop inside the tower or drawing the stream out of the tower, metering it, and returning the stream to the tower (see: “Get Some Inside Information,” and “Ease Measurement of Column Internal Flow”).
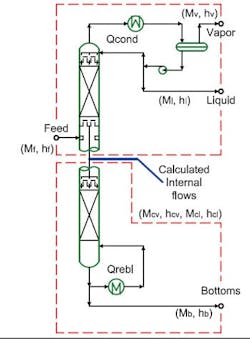
Figure 1. An internal vapor stream and an internal liquid stream both cross the heat and material balance boundaries.
Analysis of system fundamentals might suggest a different approach. Figure 1 illustrates a conventional distillation tower. Any heat and material balance (HMB) envelope must have energy in equal to energy out and mass in equal to mass out. Figure 1 shows the HMB envelopes drawn through the tower. An internal vapor stream and an internal liquid stream both cross the HMB boundaries.
With sufficient data, you can solve the heat and material balances to calculate the internal streams, which, in this case, are the mass of the calculated vapor, Mv, and the mass of the calculated liquid, Ml. You can calculate either stream from analysis of the upper HMB or the lower HMB. The decision to choose between the upper and lower balances depends upon availability of plant data and data accuracy.
The material balance for the upper section is:
Mf + Mcv = Mv + Ml + Mcl (1)
where M is mass flow, f is feed, cv is the calculated vapor stream, cond is condensate, v is vapor product, l is liquid product and cl is the calculated liquid stream.
The energy balance for the upper section is:
Qf + Qcv = Qcond + Qv + Ql + Qcl (2)
where Q is energy flow, which equals the stream enthalpy, h, times its mass flow rate and allows for substituting Mihi for the stream energy flows.
With some algebra, we get an equation for calculating the internal liquid rate, Mcl, from the top HMB:

and an equation for calculating the internal liquid rate from the bottom HMB:
Mcl = [Mb(hb - hcv) - Qreb]/(hcl - hcv) (4)
where b is bottoms and reb is reboiler.
None of these HMB calculations violate any engineering basics. However, while accurate, are they useful?
Most occasions requiring tight control or measurement of internal liquid rates arise from large incentives from either:
• operating at close to minimum reflux; or
• operating at close to minimum or maximum equipment capacity.
Drivers for operation at close to minimum reflux include high energy prices and extremely different values between the overhead and bottoms. When the product value differences are high, the purpose of the distillation column is to remove a trace contaminant but with a minimum slip of the high-value product into the low-value one. This is a process consideration driven by system behavior (relative volatility, compositions, stages available) and economics.
Drivers for operation at close to equipment limits normally are capacity and equipment performance. Flooding sets an upper capacity limit on equipment. For trays, either vapor handling or liquid flow regime on the trays may determine the lower capacity limit. For packed beds, liquid distribution quality at low liquid rates usually establishes the lower limit. This is a hardware consideration driven by the installed equipment (diameter, device type as well as fabrication and installation tolerances).
Let’s now consider whether the flow rate equations actually are useful for controlling the stream rates very close to an “optimum” value. Equation 5 summarizes the situation:
Flow rate = (large number - large number)/(medium number - medium number) (5)
Both subtractions include potential errors in measuring composition, flow rate and temperature.
You must calculate stream enthalpies based on stream compositions, flow rates and temperatures. Calculation of condenser duty and reboiler duty must be based on utility flow rates and temperatures. My experience is that as long as the column products remain on-specification the effect of composition errors is small on the calculation.
In contrast, the effect of flow-rate and temperature measurement errors often is large. Routinely, the possible error exceeds 100% of the calculated value. Often, an arbitrary offset is added to prevent negative flow rates from being calculated. These arbitrary offsets indicate a fundamental flaw in the logic of using the HMB approach.
All control systems that use the difference between two large measured values as a target require high-precision measurement. For example, if the internal liquid rate is 10% of the feed rate and the control objective is to restrict the variation in the internal liquid rate to 1% of the feed rate, what’s the likelihood of success? It’s a rare plant flow meter that has a precision higher than 1% of the flow rate. Most standard thermocouples offer roughly 0.75% accuracy. The combined impact of flow-rate and temperature measurement errors makes precise control difficult.
I routinely see controllers with liquid rates targeted at 3.0±0.3% to 5.0±0.5% of the feed rate. The calculations routinely generate negative flow rates. They can’t have a relative accuracy of 10%!
The HMB calculation for internal liquid rates obeys the laws of physics. However, the situation that makes knowing the internal rates most important usually is when the rates are very low. This demands extremely precise flow and temperature measurements. Plant instrumentation rarely can meet these requirements. Unless every other choice simply is unacceptable, don’t opt for HMB calculation methods to infer internal liquid rates. If you must use them, conduct statistical checks to confirm their suitability and expected value.
