Plastic Recycling Patents Reveal Global Innovation Trends

Three Key Takeaways
- Chemical recycling patents are surging, led by Eastman Chemical. South Korea doubled filings (2021-2022), and pyrolysis is dominating while newer technologies emerge.
- Pilot projects advancing novel recycling: Aduro's water-based plastics process, Tokai Carbon's carbon black recovery from tires and Bridgestone's ethanol-to-butadiene catalyst.
- Recycling ventures face viability challenges, as shown by Blue Cycle's 2024 bankruptcy despite millions invested in plastic pyrolysis technology.
The most recent figures on patent applications for plastics recycling give an interesting insight into the companies, technologies and locations involved.
Inside Green Innovation: Progress Report — Fourth Edition, published by intellectual property law firm Appleyard Lees, Cambridge, UK, looks at patent filing trends from 1993 to 2022.
Overall, the report found that pyrolysis is still by far the main source of chemical recycling innovation but that there is also growth in other emerging technologies, such as metal-catalyzed depolymerization and specific types of hydrothermal processes.
Most chemical recycling innovation relates to polypropylene (PP), polyethylene terephthalate (PET) and polyvinyl chloride (PVC) technology, with innovation around PVC and PET carrying the most momentum.
Eastman Chemical topped the list of applications for patents on chemical recycling technologies over the last five years studied, closely followed by LG Chemical and Sabic Global Technologies.
In fact, patent filings from South Korean companies doubled between 2021 and 2022, displacing the U.S. from second position in the list of highest filing territories.
The report’s authors believe that this surge may be in part due to the South Korean government’s announcement in 2020 that it aims to reduce plastic waste in the country by 20% by the end of this year.
“This may provide a good example of how government action can stimulate innovation,” they noted.
Overall, the authors see the filings trend continuing to rise, although it’s worth emphasizing that the report pre-dates the Trump administration’s second term.
Nevertheless, the latest pilot plants coming online are proof that at least some of the novel technologies described in the patents could have an industrial future.
For example, on Jan. 30, Aduro Clean Technologies, London, Ontario, filed a patent application on the novel process design used to implement its hydrochemolytic technology (HCT).
The design will be integrated into a next-generation process (NGP) pilot plant at the London site, which remains on schedule for completion in Q3.
A company statement says that a key innovation of the NGP design is its use of widely available industrial equipment — including extruders — in a novel fashion not previously envisioned by other approaches, enabling a more efficient and scalable implementation of HCT.
For the last two years, Aduro has been working with vendors in Europe and the U.S. to test, evaluate and refine critical elements of the design.
The patent application follows years of R&D to create a modular process for deconstructing polymers such as polyethylene (PE), polypropylene, polystyrene and others, whether from contaminated or non-contaminated feedstock.
“This process introduces a novel approach to integrating HCT with widely available industrial equipment, expanding our technological capabilities. This achievement also reinforces our focus on developing scalable, modular solutions that align with our commercialization strategy and industry needs,” CEO Ofer Vicus explained.
On Jan. 23, a week before the patent announcement, the company hailed the successful completion of the basic engineering design phase for the NGP, which will serve as a testing ground for how HCT handles different waste streams.
Using water as its platform, HCT transforms lower-value feedstocks such as waste plastics, heavy bitumen and renewable oils into more valuable resources.
The company points out that other recycling technologies, such as pyrolysis and gasification, often require hydrogen or an expensive catalyst to be added, are energy intensive and are generally very inflexible.
According to a web presentation by Anil Jhawar, vice president of technology and process development at Aduro, water-based HCT uses low-cost transition metal catalysts, generates its own hydrogen from renewable sources or components in waste plastics, has less severe reaction conditions, is continuous flow and can be tweaked to select different products as required.
In the same presentation, Jhawar showed how a PE feedstock was transformed when processing conditions in the HCT reactor included a water/PE ratio of between 2:1 and 4:1, an operating pressure of 1000-3000 psi and an operating temperature of 300-400°C.
Three products are generated: 3–8% gas, 85–90% the desired liquid and 2–7% solids/ash.
Aduro is working with scalable, modular pilot plant specialist Zeton, Oakville, Ontario, on the next phase of the project which is installation and commissioning.
It also is expanding laboratory facilities and office space at its London facility to support the NGP pilot plant's operational needs.
A Circularity of Tires
At the end of January, Tokai Carbon, Tokyo, Japan, announced the launch of a project to develop processing technologies for Eco-Carbon Black (eCB) extracted from polymer products such as end-of-life tires containing rubber.
The aim is to develop technology to recover carbon black from tires without thermal decomposition, which causes carbon black to deteriorate, and recover recycled carbon black that is comparable to new petrochemical-derived carbon black.
Project participants also include Kyushu University, Okayama University and Bridgestone’s Tokyo operation.
Finance is in part coming from the ¥2 trillion (U.S.$13.5 billion) green innovation fund (GIF) managed by Japan’s Ministry of Economy, Trade and Industry (MITI).
The fund itself is part of Japan’s goal of net-zero greenhouse gas emissions there by 2050.
Bridgestone’s role is twofold: evaluating the physical properties of rubber using eCB and evaluating the practical performance of tires made using it.
The plan is to process recovered carbon black (rCB) and convert it to eCB with rubber reinforcement properties equivalent to those of virgin carbon black (vCB) derived from petroleum and coal.
One of the main challenges is developing technology to remove impurities from rCB, which could hinder the rubber-reinforcing properties of eCB.
A 5,000 t/yr pilot plant is planned to be online at the end of 2032, possibly expanding to a 20,000 t/yr demonstration plant if the technology proves viable.
A secondary focus of the project is to develop new polymer/carbon composites that enable the reuse of carbon black without the need for pyrolysis of end-of-life tires.
Meanwhile, chemical company Resonac, also based in Tokyo, has won ¥8 billion (U.S.$54 million) from the GIF with a project to develop pyrolysis technology that directly converts mixed plastics, which make up a significant portion of used plastics, into valuable basic chemicals such as lower olefins and benzene while keeping carbon dioxide emissions low.
This project will utilize microwave heating and conduct pyrolysis at a pilot scale before a large-scale demonstration plant planned for a 2032 start-up.
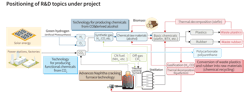
The Resonac and Tokai Carbon projects are both in the “develop carbon recycling technologies related to the manufacture of plastic raw materials” category, one of four selected by MITI for investment. The others are advanced technology for naphtha cracking furnaces by adopting carbon-free heat sources, technology for producing functional chemicals from carbon dioxide, and technology for producing chemicals from alcohols (Figure 1).

In the United States, Bridgestone Americas, Nashville, is four months into a three-year pilot study to scale up a catalytic process that converts ethanol from recycled tires to create butadiene — synthetic rubber's main ingredient (Figure 2).
The company has teamed up with researchers at Pacific Northwest National Laboratory (PNNL), Richland, Washington, who have developed the ethanol-to-butadiene (ETB) catalyst the two organizations hope to exploit.
ETB technology is one link in the chain of near-circular tire production where end-of-use tires can be turned into ethanol to produce butadiene, which can then be used to make new tires.
The catalyst itself uses silica as a support material, with silver nitrate powder and zirconyl nitrate as the catalytic materials. Ethanol is first oxidized to ethanol, which is converted to crotyl alcohol, which in turn undergoes dehydration to leave butadiene.
PNNL researchers maintain that this is the most active ethanol-to-butadiene catalyst reported, demonstrating both high selectivity and high conversion.
During the collaboration, Bridgestone will supply PNNL with ethanol from recycled tires. With that ethanol, PNNL researchers will work to produce a catalysis process that can be scaled up from the lab scale to a commercial scale at Bridgestone Americas’ Akron, Ohio, facility.
Traditionally, butadiene is created as a by-product of steam cracking. However, NPPL researchers point out that its production has run into some barriers. For example, rubber demand is rising, which means the world needs more butadiene. Simultaneously, North America is shifting more toward extracting natural gas from shale rather than crude oil.
“Steam cracking crude oil products like naphtha creates a large fraction of butadiene compared to steam cracking natural gas, so as nations switch to extracting natural gas, less butadiene can be produced. Because of this shift, researchers have been searching for new ways to make butadiene,” said Rob Dagle, co-principal investigator and senior research engineer at PNNL.
PNNL researchers first developed the catalyst in 2018, which was further advanced through a Technology Commercialization Fund Project supported by the U.S. Department of Energy’s Bioenergy Technologies Office. Now, with over $10 million in funding from DOE’s Industrial Efficiency and Decarbonization Office, Bridgestone and PNNL can spend three years perfecting the catalysis process.
Researchers hope to make butadiene production more sustainable by using ethanol. For one, producing ethanol doesn’t require starting with crude oil. Biomass such as algae and food scraps, industrial waste and even human waste in the form of wastewater treatment sludge can all be mobilized.
NPPL did not respond to a query about whether the new U.S. regime's funding cuts would affect this work.
Tackling Elastomers
According to a company spokeswoman, Covestro is on target for a Q1 2026 start-up at its pilot facility for recycling elastomers in Leverkusen, Germany.
The company announced last December that it was investing “double-digit million Euros” in the plant, which will use a novel chemical recycling process for its in-house family of Vulkollan polyurethane elastomers.
These elastomers have been designed to have high mechanical and load-bearing capacities. They are typically used in forklift wheels, bumper elements in trains and jounce bumpers in cars.
Covestro claims its new chemical recycling process is a game-changer for the elastomers industry. Unlike mechanical recycling methods, it breaks down elastomeric end-of-life material into its chemical building blocks. The purified monomers can then be reused.
Although the company is coy about process details, it says that the technology not only recycles a mass fraction of more than 90% of end-of-life material like forklift tires but also reduces the carbon footprint by up to two-thirds compared to manufacturing virgin material.
The spokeswoman added that the aim of the pilot work is to validate its lab-scale finding that Vulkollan elastomers can be recycled to the same level of quality as virgin materials.
Several unnamed industry partners are involved in the project.
The spokeswoman did, however, confirm that while Covestro’s new process is specifically designed for Vulkollan elastomers that might change, saying, “The possibility to extend the technology to other polyurethane materials will be checked and evaluated within our current project activities.”
Losing Millions: A Cautionary Tale
However, there are losers in the recycling technology development race.
In December 2024, Dutch chemical recycler Blue Cycle declared bankruptcy. A year earlier, the Heerenveen-based company opened a pilot plant to develop its bespoke pyrolysis-based waste plastics recycling process.
This involved compressing difficult-to-recycle waste plastic into small rods and then heating them in a reactor to produce oil, which could be used as a substitute for fossil fuels in refineries and crackers to produce high-quality plastics.
The plan was to process 20,000 t/yr of such plastics.
According to a report from Dutch news service NOS on Dec. 28, 2024, the company had raised tens of millions of Euros in investment for the process, including more than €7 million (U.S.$7.4 million) from a sustainability fund run by the local province of Friesland.
The NOS report quotes Blue Cycle director Eric Witvoet saying that a combination of circumstances was behind the bankruptcy, including higher costs, high investments and a delayed start-up. “In short, more money was needed than originally thought," Witvoet added.
The same report also revealed that nearby residents lodged 44 complaints over chemical smells from the plant — burning eyes and sore throats were also reported — and that a possible takeover fell through at the last minute. ⊕
About the Author

Seán Ottewell
Editor-at-Large
Seán Ottewell is a freelance editor based in Ireland. He has an impressive background in the chemical industry. After earning his degree in biochemistry at Warwick University, UK, he earned his master's in radiation biochemistry from the University of London. His first job out of school was with the UK Ministry of Agriculture, Fisheries and Food, London, where he served as scientific officer with the food science radiation unit.
From there he entered the world of publishing. In 1990, he was the assistant editor of The Chemical Engineer, later moving on to the chief editor's position. Since 1998, he has been a regular contributor to European Process Engineer, European Chemical Engineer, International Oil & Gas Engineer, European Food Scientist, EuroLAB, International Power Engineer, published by Setform Limited, London, UK.
Chemical Processing has been proud to call Ottewell Editor at Large since 2007.
He and his family run a holiday cottage in the small village of Bracklagh in East Mayo. He also fancies himself an alpaca farmer.