Sample pump eliminates emissions
Effectively dealing with the effluent from process analyzers is a concern to both environmental engineers and process analyzer engineers at petrochemical plants. The effluent from process analyzers is either vented off to atmosphere or pumped to a return point such as a flare stack, process, incinerator, or analyzer catalytic burner.
The most common practice is to vent off effluent from the process analyzer to the atmosphere. While this keeps the analyzer stable and accurate because the atmosphere is generally a very stable reference point, it results in the atmospheric release of tons of process fluids/gases causing an increase in air emissions and creating an occupational safety hazard to the workforce at analyzer shelters.
Sometimes, the release of effluent from analyzer to atmosphere or process isn’t feasible because of the high sensitivity of the instruments. A good example is an oxygen analyzer. Effluents from these analyzers must be dumped into a vent header with a stable pressure. Otherwise, an unstable vent header will cause back pressure in the analyzer, resulting in measurement errors.
Catalytic burners offer one alternative solution. Their use, however, is restricted by their limited flow capacities and need for frequent maintenance. Another option — using complex vent systems — also is available, but they are highly engineered and expensive to install.
Meanwhile, air emission legislation limiting process emissions to the atmosphere has been enacted over the years, and as a result of this, through the use of the various options available to date, release of toxic substances to air from industries in North America has been reduced by 21% (see http://www.cec.org).
One innovative turnkey solution for analyzer emissions is Parker’s recently introduced Vent Master It is a solid-state pump with an ultra-sensitive pressure regulator that mixes a compatible gas with the analyzer samples to achieve a constant vent header pressure — even during times of plant upset. It provides a stable condition at the process analyzer, while reducing emission by returning effluent from the process analyzer into a plant’s flare disposal system or process. In addition, Vent Master assists in compliance with environmental legislation, and improves occupational safety for employees in and around the process analyzer shelter.
Principle of operation
The Vent Master is a completely mechanical assembly with minimal moving parts, requiring no regular maintenance. Its highly compact size ensures that it will fit easily into even the smallest of analyzer shelters. Figure 1 provides a standard view of the pump, which consists of a yellow control box as well as the header pressure regulator.

Figure 1. A typical vent control panel — out of the box.
The enclosure, measuring approximately 30 cm × 38 cm (12 in.× 15 in.), functions as a pneumatic circuit using regulators, gauges, a rotometer, and other controls. The header pressure regulator’s outlet is connected to the vent header, which is a low-pressure pipe housed within the analyzer shelter.
The Vent Master has been designed to operate with an 18 standard liters per minute (SLPM) nitrogen gas supply. However, either natural gas or other process gas, with relatively simple re-orientation of the internal components, can replace this nitrogen gas or motive force. During the basic operation, nitrogen gas enters through the Vent Master to the header pressure regulator, which maintains 1-in. water column pressure (factory set) in the analyzer shelter vent header.
The nitrogen flowing through the pressure regulator maintains constant pressure on the vent header and provides a make-up flow volume to keep a constant flow rate to the header. As a sample volume is introduced into the vent header, the pump automatically reduces the nitrogen flow to maintain a steady 18 SLPM; constant rate is preserved by an internal pneumatic circuit.
For example, if the shelter’s collective analyzer effluent entering the vent header is 14 SLP, then the make-up nitrogen flow will automatically adjust to 4 SLPM. The Vent Master is available in flow capacities of 2 SLPM, 6 SLPM, 12 SLPM and 18 SLPM. The combined vent header effluent and make-up nitrogen flow returns to the pump and the flow rate is monitored by an on-board rotometer (Figure 2).
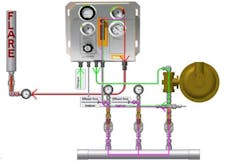
Figure 2. The typical flow tree for a sampler: green is nitrogen, purple is the sample and red is the waste stream.
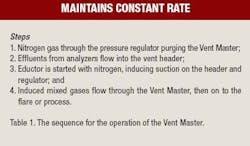
Table 1 presents a simplified operation sequence.
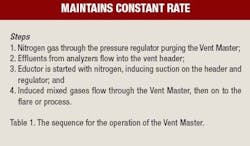
Typically, vent header pressure is lower than return header pressure, which must be reversed for flow to occur from the vent header to the process return or disposal return header. An on-board eductor increases vent header pressure, inducing a vacuum, like a solid-state pump. This higher pressure at the outlet of the eductor overcomes the higher pressure in the return header; samples gases are pumped from the low pressure vent header to the higher pressure return header. In this process, the vent header maintains a constant pressure within ± 0.3 in. of water column (IWC). Constant pressure enables reliable and accurate analyzer measurements.
The pump, designed with an economizing circuit, controls the nitrogen motive force through the eductor depending on the return header pressure, which can be as high as 20 psig. When the return header pressure is lower than 20 psig, the economizer circuit is activated and reduces the flow rate so that nitrogen is not wasted. In conditions where return header pressure is higher than what the eductor can handle, a pump can be installed to draw sample from the vent header and dump it into the process or disposal return header. The unit also can be modified to work in conjunction with a plant’s existing vacuum system.
The pump provides a stable return point for continuous process analyzers that are sensitive to downstream pressure fluctuations. This results in vastly improved analyzer reliability and accuracy. In terms of overall performance, the system's “set it and forget it” capability reduces maintenance cost of ownership compared to alternative solutions such as simple vent-to-flare systems and return-to-process pumping systems or catalytic burners.
Analysis from a typical customer trial showed that a total of 29.7 tons of gas per year (Table 2) were diverted to the flare stack versus the atmosphere.
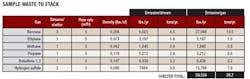
Table 2. Capturing the analyzer waste will make permitting easier.
Feedback from the trial also indicated that the Vent Master reduced maintenance, produced a cleaner and safer environment, and offered ease of operation. One customer has been so impressed with its first installation that it has purchased six more units.
Controlling sample emissions
The pump can be purchased for less than $8,000 in its standard form. When used to replace a vent-to-atmosphere system, significant additional savings can also accrue from the elimination of the cost and administration required for local emission permits. Gains in process efficiency far outweigh the modest operating costs of the inert gas supply, which many plants are already utilizing. Field trials suggest that for most applications, a Vent Master will fully pay for itself within a few months of installation.
Environmental benefits are similarly considerable. The atmospheric venting of samples from all the analyzer streams used to monitor a typical continuous petrochemical process can easily run into the tens of tons per year.
The pump also can be designed with components suitable for handling highly reactive and corrosive media such as chlorine or other fluorocarbons. With the escalating demands for controlling and reducing emissions, the pump could help you simplify your permitting process.
Dr. Kazi Hassan is an application engineer at Parker Hannifin in Huntsville, Ala.; E-mail him at [email protected].