CO2 Gets a New Fizz
Efforts to exploit waste carbon dioxide as a raw material to manufacture chemical products are advancing, driven by economics and the quest for sustainability. Companies such as Novomer, Oakbio and Liquid Light in North America, plus the Solar-Jet project in Europe are at various stages of developing technology to use the greenhouse gas. Such work is prompting interest and investment from major chemical companies including Saudi Aramco, DSM, BP and Shell.
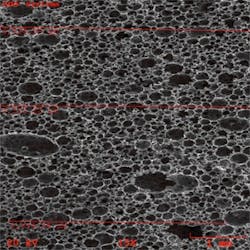
Figure 1. Foam contains more than 40 wt. % carbon dioxide and has an average cell size of about 150 microns. Source: Novomer.
For example, on May 21, Novomer, Waltham, Mass., announced the commercial introduction of its Converge polypropylene carbonate polyols for use in polyurethane formulations targeted at coatings, adhesive, sealant, elastomers (CASE) products, as well as rigid and flexible foams. The move is an important step for the company, which has developed two technology platforms — one for carbon dioxide and the other for carbon monoxide — based on proprietary catalysts to transform propylene oxide or ethylene oxide into economically competitive, high-performance industrial products.Converge polyols are designed to replace conventional petroleum-based polyether, polyester and polycarbonate polyols. The products, which are based on the co-polymerization of carbon dioxide and epoxides, contain more than 40% by weight carbon dioxide (Figure 1). Novomer says the use of waste carbon dioxide as a significant raw material gives the product an extremely low carbon footprint. In addition, because waste carbon dioxide is markedly lower in cost than conventional petroleum-based raw materials, production at full commercial scale is said to offer favorable economics compared to those of making conventional polyols. The initial product offerings — 1,000- and 2,000-molecular-weight grades — are manufactured at a multi-thousand-ton commercial-scale toll facility in Houston. They currently are being tested by users and at the company’s internal development center at Waltham.“I can’t name names yet but in June our first customer started buying one of our products in commercial quantities,” says Peter H. Shepard, Novomer’s chief business officer. “It’s one thing to have the technology but a whole other thing to have someone else discover the value in a product and pay for it. That’s a huge step forward. Once one customer starts using the product and getting good performance, it will help to springboard interest,” he adds.Interestingly, much of the interest in the technology is from companies that currently aren’t in the CASE market but want to gain a foothold in it.The success of Novomer’s technology has attracted investment from Saudi Aramco Energy Ventures (SAEV), the corporate venturing subsidiary of Saudi Aramco, Dhahran, Saudi Arabia. SAEV’s investment will fund ongoing development of the technology platforms as well as construction of a market-development plant to manufacture carbon-dioxide–based polyols, and the enhancement of Novomer’s sales and marketing organization.Shepard will not reveal the scale of SAEV’s investment but does admit that it gives the company a good solid three years of operations. “Aramco are definitely into being a strategic partner, especially in the area of manufacturing. So if we meet certain targets, they would be very interested in housing a commercial plant.” DSM also is involved but in a traditional venture capitalist role, he notes.Novomer currently is developing a continuous production process at the Texas plant — an effort that will take about three years, he says — and working to make its catalysts less costly to use and more productive.
Figure 2. Vertical pipes provide laboratory (blue container) with flue gas directly from stack. Source: Oakbio.
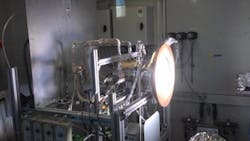
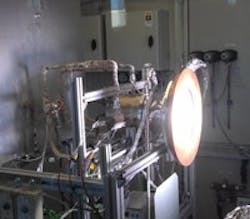
Figure 3. Process uses concentrated sunlight to convert carbon dioxide and water into a syngas that then is used to make kerosene. Source: ETH Zurich.
Meanwhile, Liquid Light has developed technology based on low-energy catalytic electrochemistry to use carbon dioxide to produce chemicals. By adjusting the catalyst design and combining hydrogenation and purification operations, the technology can make a range of commercially important multi-carbon chemicals including glycols, alcohols, olefins and organic acids.The company believes that by using other feedstocks alongside carbon dioxide, a future plant would be able to manufacture multiple products simultaneously. “We are working on other catalysts to expand the list of possible products too,” adds Kyle Teamey, Liquid Light’s CEO.A major chemical company is partnering in the work. This partner already has a variety of heterogeneous, homogenous and hybrid catalysts for the electrochemical reduction of carbon dioxide and also has developed catalysts for downstream processes, he notes.In March, Liquid Light unveiled its first process — for the manufacture of monoethylene glycol (MEG). In lab-scale test runs, the demonstration electrocatalytic reaction cell met targets for energy needed per unit of output, rate of production, yield and stability/longevity of cell components.Its process requires $125 or less of carbon dioxide to make a ton of MEG versus an estimated $617 to $1,113 of feedstocks derived from oil, natural gas or corn needed by other processes, claims the firm. These differences are especially significant because MEG sells for between $700 and $1,400 per metric ton.The company says that current estimates indicate that licensees would gain more than $250 in added project value by opting for its process instead of the best currently available technology for a 400,000-t/y MEG plant. A 625,000-t/y plant would have a 15-year net present value of over $850 million to a licensee, it adds.An added bonus is that intermittently available renewable energy sources such as solar and wind can power the process. The result is that chemicals can be made directly from renewable energy sources and carbon dioxide, boasts the firm.The plan now is to build a pilot plant in Canada to produce a ton of products per day and help to further validate the technical and economic feasibility of the technology.SEEKING A SOLAR SOLUTIONIn Europe, a joint research/industry project has demonstrated the production path for so-called “solar” kerosene. Known as Solar-Jet, the project uses concentrated sunlight to convert carbon dioxide and water into a syngas via a redox cycle with metal-oxide-based materials at high temperatures (Figure 3). The syngas, a mixture of hydrogen and carbon monoxide, then is converted into kerosene using commercial Fisher-Tropsch technology.ETH Zurich, Zurich, Switzerland; Bauhaus Luftfahrt (a research institute funded by four aerospace companies), Munich, Germany; the German Center for Aerospace, Cologne, Germany; research and technology development consultancy ARTTIC, Paris, France; and Shell Global Solutions, Amsterdam, The Netherlands, are pioneering the development of the new pathway.The Swiss university is working on the solar splitting of water and carbon dioxide to produce solar syngas, while Shell is addressing the syngas-to-solar-kerosene step.The solar reactor consists of a cavity receiver with a 4-cm-diameter aperture through which concentrated solar radiation can pass; the aperture incorporates a compound parabolic concentrator to further boost the concentration. A 24-cm-diameter, 3-mm-thick clear fused-quartz disk window seals the reactor front. Sunlight comes from ETH’s high-flux solar simulator.The solar cavity receiver contains a reticulated porous ceramic foam made of pure cerium oxide. (The oxides of cerium have emerged as attractive redox active materials because of their ability to conduct oxygen ions faster than either ferrite-based oxides or other non-volatile metal oxides.)This two-step thermochemical reaction’s big advantage is its elimination of the gas separation steps needed after traditional thermolysis. “Increasing environmental and supply security issues are leading the aviation sector to seek alternative fuels which can be used interchangeably with today’s jet fuel, so-called ‘drop-in’ solutions, states Andreas Sizmann, the project coordinator at Bauhaus Luftfahrt. “With this first-ever proof-of-concept for ‘solar’ kerosene, the Solar-Jet project has made a major step towards truly sustainable fuels with virtually unlimited feedstocks in the future.”“The solar reactor technology features enhanced radiative heat transfer and fast reaction kinetics, which are crucial for maximizing the solar-to-fuel energy conversion efficiency,” adds Aldo Steinfeld, who leads fundamental research and development of the solar reactor at ETH Zurich.Although the solar-driven redox cycle for syngas production still is at an early stage of development, a number of companies including Shell already are processing syngas to kerosene on a global scale. “This is potentially a very interesting, novel pathway to liquid hydrocarbon fuels using focused solar power,” says Hans Geerlings, principal research scientist at the Shell Technology Center in Amsterdam. “Although the individual steps of the process have previously been demonstrated at various scales, no attempt had been made previously to integrate the end-to-end system. We look forward to working with the project partners to drive forward research and development in the next phase of the project on such an ambitious emerging technology.”Within four years 50-kW solar reactor technology will be available but the first commercial, MW-scale application won’t appear for 15 years, believes Steinfeld. “Commercial scale-up will take place in a region of rich solar irradiation, where there is at least 2,000 kWh per square meter annually. The technical challenges involved in such a scale-up include efficient heat transfer and rapid reaction kinetics for maximum solar-to-fuel energy conversion efficiency,” he adds.