Demystifying PID Tuning Coefficients
In Honeywell TDC systems, you specify the tuning coefficients for a PID controller as controller gain, reset time and derivative time. In Foxboro IA systems, you tune by adjusting proportional band, reset rate and derivative time. In ABB Bailey systems, you use proportional gain, reset gain and derivative gain. And these are only some of the variations. Manufacturers do not even rely on the same coefficients in all product lines -- for instance, Honeywell UDC uses proportional band, reset rate and derivative time. Usually vendors opt for the same coefficients in successive models, but changes still occasionally occur.
There is always more than one way to skin a cat. This especially true for digital technology; flexibility is its greatest asset but, at times, becomes a liability. The different PID tuning coefficients used by the various manufacturers are only one manifestation of this.We had some of this prior to the era of digital controls; now we have even more.
Such variations are a mere nuisance to those skilled in the art but, to others, they can be confusing. From the perspective of practical applications, these alternatives contribute nothing. If you can get a loop to work using one of the implementations, you can get the loop to work using any of the others.
Operating companies have the option of purchasing their controls from one supplier, and thus possibly can avoid this confusion. Some have done so, but not all. Firms providing engineering services do not have this option.
In theory, standardizing on a "preferred supplier" means that everyone in the company would always be working with the same set of tuning coefficients. Unfortunately, this practice comes into conflict with other practices. For example, one way to shorten design and construction cycles is to purchase packaged equipment for water treatment, air compressors, boilers, etc. The manufacturer of the packaged unit supplies everything, including the controls. The purchaser can demand that certain controls be provided, but usually doesn't. The reason is simple, as one bluntly noted a few years ago: "You will be amazed at our flexiblity when we see the price."
The manufacturer of the packaged equipment has experience with certain models and can supply these at a reasonable cost. Providing any other controls significantly increases the price and possibly delays delivery. Therefore, the purchaser accepts one of the models with which the manufacturer of the packaged equipment is already familiar. Will these controls use the same tuning coefficients as the purchaser's preferred supplier? Given the variability within the industry, probably not. Consequently, personnel at the operating company are almost certain to encounter different sets of tuning coefficients.
Five common combinations
Options for the tuning coefficients are as follows:
Proportional mode:
PB = proportional band, % of the PV span;
KC= controller gain, %/%; and
KP = proportional gain, %/%
Reset or integral mode:
TI= reset time, minutes;
RI= reset rate, repeats/minute; and
KI= reset gain, (%/%)/minute
Derivative mode:
TD= derivative time, minutes; and
KD= derivative time, (%/%)-minutes
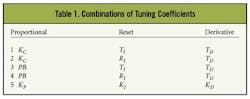
The potential number of permutations is 18. But, in practice, only the five combinations shown in Table 1 are encountered.
The fifth combination is only available in digital controls. For reasons that we will examine subsequently, that combination is not practical for conventional (pneumatic or electronic) controllers.
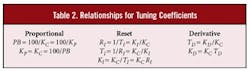
The simple equations in Table 2 detail the relationships among the various coefficients. It is important to note that the proportional mode coeffcients KC and KP have the same numerical values but quite different influence within the control equation:
KC affects the overall sensitivity of the controller. From this perspective, it seems that the most appropriate term for KC would be "controller gain."
KP affects the sensitivity of only the proportional term. From this perspective, it seems that the most appropriate term for KP would be "proportional gain."
But, in practice, one has to be very careful with the terminology, as KC is commonly referred to as the proportional gain.
Two other permutations deserve mention:
1. With any set of the coefficients in Table 1, the units for time may be seconds instead of minutes. Fortunately, the implementations apply the same units for time to all modes. That is, if the reset time is in seconds (or reset rate is repeats/second), the derivative time will be in seconds.
2. Occasionally, the proportional band is expressed in the engineering units of the PV. Consider a temperature controller for which the measured input is via a thermocouple or RTD connected directly to the controller (that is, no external transmitter imposes a span on the measured input). What is the input span? Potentially it is the measurement range of the thermocouple or RTD. However, for most applications, this would be unreasonably large. The problem can be avoided by tuning using a proportional band in engineering units -- that is, the proportional band would be specified in either Degrees C or Degrees F.
Making a choice
One set of tuning coefficients offers no real advantage over another, although some people may think otherwise. If there were a distinct advantage for one set, then everybody would be doing it that way!
A manufacturer generally adopts in its latest model the same set of tuning coefficients used in its previous model. But why were these tuning coefficients originally chosen? Given the "right-sizing" of the past few years, the staffers who made that decision have long since left the company.
Prior to digital controls, proportional band was almost universal. However, there were a few exceptions, such as Taylor, which used sensitivity (another word for gain) as the tuning coefficient for the proportional mode.
With the introduction of digital controls, suppliers of process control systems generally continued to use the same sets as used in their conventional (pneumatic or electronic analog) product line. A few, for example, Honeywell TDC, chose to change the proportional-mode tuning coefficient from the proportional band PB to the controller gain KC. A smattering of others, such as ABB Bailey, made the jump to individual gains for each mode.
The manufacturers of programmable logic controllers (PLCs) generally did not have a conventional product line to emulate. To those without a process background, formulations using the individual gains (KP, KI, KD) are usually the easiest to understand and implement. For example, the Modicon Quantum PLC uses KP, KI and KD as its tuning coefficients. Often, the major obstacle to those in the process world simply is understanding what is written in the PLC manuals -- automotive engineers seem to have a strange way of looking at PID.
However, the major difference between distributed control system (DCS) and PLC implementations is not the basic PID control equation, but, instead, what comes along with it. Most DCS implementations provide numerous options (such as proportional based on E versus proportional based on PV) and features for tracking or initialization (such as output tracking, integral tracking, external reset, etc.). Most PLCs expect the user to meet such requirements by providing the appropriate ladder logic in conjunction with their PID.
Why KC over PB? That's a hard question to answer. First, understand that the choice has no effect whatsoever on the internals of the controller. Conventional controllers illustrate this best. The controller sensitivity is set via a knob connected to a variable resistance within the controller. A calibration is currently provided in terms of proportional band, with tick marks for 20%, 50%, 100%, etc. What must be done to convert to gain? Just re-label the tick marks. That is, change 20% to 5%/%, 50% to 2%/%, 100% to 1%/%, etc. The internals of the controller don't change at all. The choice of KC vs. PB reduces to an issue of knob calibration. The same can be said for digital systems.
A minor technical issue
One aspect -- the ease of turning off a specific mode --could be interpreted as providing a slight advantage for one choice over another. Let's examine this for each mode, starting with derivative (the most common mode to turn off), then reset and finally proportional.
Derivative: Set TD or KD to zero.
Reset: Set RI or KI to zero. But what about TI? Lengthening (increasing) TI decreases the influence of the reset mode. But how do you get this influence to be zero? Not nearly zero, but exactly zero. You must have a gimmick. There are two possibilities:
1. Understand that TI = 0 means no reset action at all. This is somewhat of a discontinuity. Shortening (reducing) TI actually increases the influence of the reset mode. A value of zero for TI would make this influence infinitely large, which makes no sense. Therefore, the gimmick of using TI = 0 to mean no reset action at all is a viable option.
2. Specify an arbitrarily large value of TI to be the upper limit on the reset time. Any value greater than this value means no reset at all.
The former is more commonly encountered. For example, Honeywell does this within its TDC product line.
Proportional: Set KP to zero. However, KC, which is the overall controller sensitivity, cannot be set to zero unless this is given some special interpretation within the controller (analogous to understanding that TI= 0 means no reset action at all, not infinite reset). The alternative is to provide a special control equation for integral-only control, as Honeywell does for its TDC product line.
The above are the only technical issues that pertain to the choice of one set of tuning coefficients over another. In practice, these are very minor points. We largely use PI, but occasionally opt for PID. Rarely do we utilize controllers with no reset and, even more rarely, integral-only controllers.
So, treat with some skepticism claims that using a certain set makes the controller easier to tune. Most arguments for one set over another are subjective. People often prefer the set of tuning coefficients with which they are most familiar. Such preferences are perfectly acceptable but, remember, different people will have different preferences. Regardless, from a technical perspective, the following statement can be made:
If you can successfully tune a controller using one set of the coefficients in Table 1, the controller can be tuned to give the same performance with any of the other sets in Table 1.
The reason is very simple: the underlying control equation is the same.
PID control equation forms
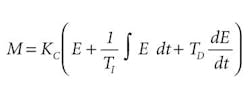
In conventional (pneumatic or electronic analog) controllers, the PID control equation is computed in a "series" manner [1]. This approach is also an option in digital controllers. The best way to express the control equation is via the following two-step computation sequence (we will use set 1 of the tuning coefficients in Table 1):
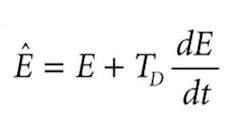
1. Apply derivative to the control error E to obtain a projected control error . The equation is:

2. Compute the proportional-integral equation with each term based on the projected control error . The equation is:
Combining these two equations gives a PID equation with all terms based on the control error E:
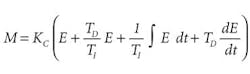
To some, the term (TD / TI) E in this form of the PID equation is a cause for concern. The extent to which it truly leads to problems is debatable. But let's not get into this. It has no relevance to the choice for the tuning coefficients.
However, the following observation is relevant. The use of KP, KI and KD as the set of tuning coefficients makes no sense for this form of the PID control equation. The way the computations are performed is just not consistent with individual gains for each mode. This is why conventional controllers do not provide individual gains for each mode. Furthermore, the hardware implementation of the control equation dictated that KC is the overall controller sensitivity, that is, it is applied to all terms.
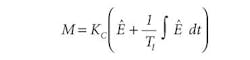
With digital controls, an alternative approach to implementing the PID control equation is as follows:
1. Apply derivative to the control error E to obtain a projected control error . The equation is:
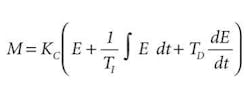
2. Compute the proportional-integral equation with the proportional term based on the projected control error and the integral term based on the current control error E. The equation would be written as follows:
Combining these two equations gives a PID equation with all terms based on the control error E:
In this form of the control equation, individual gains for each mode certainly make sense. The equation would be written as follows:
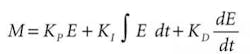
It is appropriate to call this form "parallel," because the individual modes can be computed in parallel and then summed to give the controller output.
In the above equations, modes were expressed in terms of the control error E. Most digital implementations can base the derivative mode on either the control error E or the measured variable PV. Many can do the same for the proportional mode. However,the choice will have no impact on the units used for the tuning coefficients, so no further discussion is relevant.
Future directions
The current situation possibly will continue into the future. Are there any realistic alternatives?
What about developing a standard to specify the set of tuning coefficients to use? This would lead to a first-class catfight, which may have some entertainment value but otherwise is unlikely to produce results. Furthermore, this is just not the way the computer industry works. There, standards do not drive the technology, they follow it. The marketplace is allowed to determine the winner among competing technologies. When a clear winner emerges, then a standard can follow.
Indeed, the computer industry is very adept at effectively thwarting standards efforts. Just look at fieldbus. Standards committees within the ISA have put a lot of effort into fieldbus. However, look what we now have. There is a document we call a standard [2]. But is it really a single standard -- or five standards written into one? We could have a standard for tuning coefficients, but with all options in Table 1 written into it. The only benefactor would be the ISA, which at least could make money selling copies of it.
Realistically, there is only one glimmer of hope. Computers are supposed to be user-friendly. Why do we let a computer tell us what set of tuning coefficients we have to use? In this context, user-friendly means that we tell the controls what set of tuning coefficients we want to use, along with the units for time (minutes or seconds). Perhaps this was too much to expect of the early digital-control products. However, given the power of today's microprocessors, even single-loop controllers could provide this capability.
Cecil L. Smith, PhD, PE, is a consultant based in Baton Rouge, La., who focuses exclusively on industrial automation of both batch and continuous processes. He also teaches continuing education courses on various aspects of process control.