Plant Pioneers Use Of Automation Concept

Many challenges faced by the chemical industry, such as achieving increased flexibility and faster time-to-market, necessitate enhancing the interoperability and standardization of automation systems. Modular automation offers a viable solution to these challenges.
The Module Type Package (MTP) provides a standard, manufacturer-independent description of aspects of the automation of a process plant unit to ensure efficient integration into a process orchestration layer (POL). This concept is considered an enabler for modular production. The MTP standard described in Ref. 1 is one of a series of standardization documents either about to be published, in draft or being planned as next steps. The MTP concept solves one of the key challenges — enhancing automated integration of process plant units — for achieving an economically viable approach for modular production.
Package units of non-modular plants have similar complexity in terms of integration. Therefore, this method not only is useful for modular production but also for fast and correct integration of package units into conventional automation systems, which speeds up the engineering work and reduces costs.
The first practical application of MTP standards in an industrial environment has just taken place at Evonik’s world-scale amino-acid plant in Singapore. It involved the integration of a chiller package.

Figure 1. This concept enables automated integration of process equipment assemblies.
The Concept
MTP enables an automated integration of process plant units, the so-called process equipment assemblies. The whole concept is based on four building blocks: functional abstraction, decentralized intelligence, standardized interfaces and semantical enrichment. The first three elements are related to the automation implementation of the unit while the fourth represents the MTP content. The standardized interfaces (according to Ref. 1) will be semantically enriched by the MTP content.
The MTP itself is structured into a core description, the manifest and several optional extending aspects for subsystems of the POL such as the human/machine interface (HMI), procedural control for process plant orchestration (process control), communication and more (see Figure 1) [1]. Each of these aspects has its own model set and can be developed and extended independently.
The communication aspect contains all the data about existing standardized interfaces and how they are provided via a specific communication technology. The chiller integration project used a simplified information model of an access via OPC UA described in Ref. 1a.
The HMI aspect provides a supplier-independent description for operational graphics to guarantee control and monitoring capability as well as uniform look and feel for different automation systems [1b]. To furnish a consistent cross-module look and feel, the visualization system of the POL must adapt the connected standardized interface types with its proprietary graphic objects.
The semantically enriched data within the various descriptive aspects of the MTP enable the use of the data in algorithms to pre-configure and generate runtime data within the POL. The goal is to ensure an easy and automated integration of such units. This and many other requirements are summarized under the topic of modular production. It offers a viable way to speed up time-to-market for new products by decreasing engineering and adaptation time compared to conventional production.
Project Details, Challenges And Results
Evonik, ENGIE, Siemens and Yokogawa worked together on this project to integrate a chiller package unit into a conventional production facility by means of the MTP standard (Figure 2). The MTP integration covered HMI aspects and communication aspects via OPC UA. The built-in controls of the chiller run in a monitoring-only mode, due to warranty issues between the package unit supplier, ENGIE, and the unit end user, Evonik.
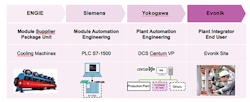
Figure 2. Four firms worked together to integrate a chiller package with an existing DCS via MTP.
The project involved the two automation systems: a Siemens S7-1500, the programmable logic controller (PLC) on the chiller package unit, and a Yokogawa Centum VP, the distributed control system (DCS) at the Singapore site. Figure 3 shows the steps in the integration. It took advantage of two prototype MTP tools — a modeler one and an import tool.
The development process faced some challenges as this was the initial project of its kind. The first one was to determine a common basis of the MTP standard. It is important to note that MTP is a new concept and most parts of the standard are still in development. Transferring knowhow from the working groups required several workshops and face-to-face meetings between the module supplier ENGIE and its automation vendor Siemens.
The system integration via MTP taught valuable lessons. The HMI aspect model provides semantically enriched information to enable a one-to-one transfer of HMI information across automation systems. However, some challenges arose during the integration test when using the MTP and importing it into the target system. These fell into a number of categories:
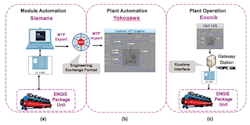
Figure 3. The project involved modifying the chiller and plant automation programs as well as runtime integration of the package unit into the POL.
• Handling of different dimensions of VisualObjects (the lessons learned were used in enhance the model in Ref. 1b);
• eClass classification classes for static display elements;
• Limitations of available systems (Ref. 1c defines certain restrictions and notes some limitations); and
• OPC UA namespace model capabilities (insights have been forwarded to the taskforces developing Ref. 1d).
We will not get into the specifics of these here because the details are more meaningful to automation specialists and control engineers than process engineers. We have published another article that goes into the specifics [2].
After tests in the lab had been completed, the package-unit PLCs and DCS were updated with MTP functionalities at the Evonik site. The OPC UA connection was configured between the Yokogawa UGS (universal gateway station) and the package unit network with the S7-1500 PLCs. Start-up took place in June 2019. The data transfer via OPC UA was established without error immediately after physically connecting the systems.
Operators were impressed by the quality of the HMI graphics, which maintained the same look and feel as those in the main process plant (Figure 4). Additionally, the graphics can be used and even modified like any other DCS graphic.
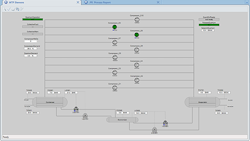
Figure 4. Graphics provide the same look and feel as those in the main process plant.
A Success Story
The successful commissioning and start-up of this pioneer project at Evonik’s Singapore production site demonstrates the practical advantages of the MTP standard. Further projects of this type already are in the pipeline, aimed at improving and enhancing the MTP capabilities.
The MTP concept likely will become established as a standard for the chemical and pharmaceutical industries. It can be used for modular plants as well as for package units. Integration via MTP description reduces manual effort, avoids mistakes and saves time and money.
POLYANA DA SILVA SANTOS is project engineer, process control for Evonik Technology & Infrastructure GmbH, Marl, Germany. ANDREAS STUTZ is a research engineer for Siemens AG, Karlsruhe, Germany. TIM HENRICHS is marketing manager, Germany, Austria and Switzewrland for Yokogawa Deutschland GmbH, Ratingen, Germany. MARTIN ROGG is project manager, controls for ENGIE Refrigeration GmbH, Lindau, Germany. Email them at [email protected], [email protected], [email protected] and [email protected].
REFERENCES
1. “Automation Engineering of Modular Systems in the Process Industry,” VDI/VDE/NAMUR 2658, Assn. of German Engineers (VDI), Düsseldorf (2017).
1a. “Automation Engineering of Modular Systems in the Process Industry — General Concept and Interfaces,” VDI/VDE/NAMUR 2658 Part 1, Assn. of German Engineers (VDI), Düsseldorf (2017).
1b. “Automation Engineering of Modular Plants in the Process Industry — Modeling of Human Machine Interfaces,” VDI/VDE/NAMUR 2658 Part 2, Assn. of German Engineers (VDI), Düsseldorf (2018).
1c. “Automation Engineering of Modular Plants in the Process Industry — Runtime and Communication,” VDI/VDE/NAMUR 2658 Part 5, Assn. of German Engineers (VDI), Düsseldorf (2019).
1d. “Automation Engineering of Modular Plants in the Process Industry — OPC UA Compatibility,” VDI/VDE/NAMUR 2658 Part 5.1, Assn. of German Engineers (VDI), Düsseldorf (2019).
2. Santos, P., Stutz, A., Henrichs, T. and Rogg, M., “First Module Type Package Implementation in an Industrial Environment,” atp magazin (Oct. 2019).