Debunk plant myths about diagnostics
Process instruments and control valves are scattered throughout the facility, often in hard-to-reach locations. Routine inspection of the physical devices is a challenging job at best. Hazardous locations, bad weather, and difficult process environments can make the task doubly difficult or even impossible while the process is running. Quite often, poorly-performing instruments and valves are simply ignored until the next plant shutdown or until they fail.
Even with a distributed control system (DCS) in place, process problems, too, go unseen. Heat exchangers foul, processes are unintentionally left in bypass, controls are left in manual, and the performance of the entire plant degrades. Quality, reliability, and efficiency drift off target.
Reduced staffing levels have exacerbated the problem for many plants. The remaining skilled workers are being stretched thin. Plant resources dont have time to do everything: they can only focus on the most important tasks those that will deliver immediate improvements. But how can you determine which tasks are the most important? By prioritizing items before a review.
Diagnostics can help to identify symptoms early. Corrections and adjustments can be prioritized in an organized fashion, reducing trips to the field. Early diagnosis and correction can have a large payback from:
- Upgraded process efficiency and quality;
- Increased reliability, fewer unplanned failures;
- Enhanced maintenance planning; and
- Improved process stability, reduced firefighting.
Opening the door
Getting diagnostics from existing analog instruments may be easier than you think. Your control system is already gathering real-time data for instruments and valves. Using industry-standard OPC communications, you can pull real-time data directly into the Performance Supervision System (PSS) (Figure 1).
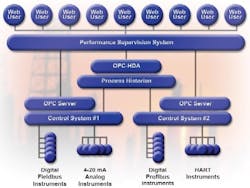
Figure 1. With todays computing power, a single PSS computer can easily analyze thousands of sensors and valves.
The PSS works in real-time taking process data and performing analysis and diagnostics. The PSS can monitor the plant 24 hours a day. With todays computing power, a single PSS computer can easily analyze thousands of sensors and valves.
Many plants have already invested in process historians. Most commercially-available process historians support the OPC Historical Data Access (HDA) standard. OPC-HDA allows the gathering of real-time data directly from the historian, with no additional load on the control network.
Adding real-time diagnostics may require some upgrades to the historian and network architecture. Real-time diagnostics perform best when data are gathered at fast sampling rates typically once per second. Data collection at these rates is easily achieved with modern control systems and historians. However, older control systems or historians may be challenged to deliver this information reliably, so a capability analysis should be performed first.
Additional diagnostics also may be available from Alarm Management Systems or Condition Monitoring systems. These data may already exist in separate systems. Sharing data between these systems and the performance supervision system may require additional upgrades to plant infrastructure. However, the combined diagnostics can be very powerful.
Diagnostics
Once the data have been gathered in a PSS, diagnostics can be performed. The available diagnostics fit into three general categories:
- equipment;
- control; and
- process.
A great deal of process information can be learned by analyzing real-time data streaming from a DCS. For example, oscillation detection can be used to find and eliminate sources of process variation. Process oscillations often start in one area of the plant, but propagate throughout the facility, increasing process variability and reducing efficiencies.
The performance of process plants changes over time. As equipment fouls, degrades, or fails, its sending out telltale warning signs. Process dynamics change, valves start running full-open to meet increasing demand.
As the process evolves, increasing production rates and changing product formulations, process performance also changes. A PSS looks at both the short-term and long-term symptoms, and helps to diagnose the problem.
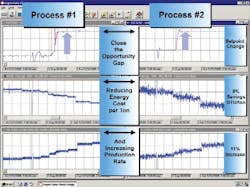
Closing the gap
One key performance indicator is the Opportunity Gap. This diagnostic recommends shifts in setpoints to drive the plant toward its optimum performance. It works by comparing current setpoints and variability to the desired product specification. As you reduce variability through process improvements, the opportunity gap widens, creating the potential for direct savings.
Figure 2 shows how the opportunity gap was used to increase performance of an oil burner operation. In this case study from a chemical plant in the U.S., energy cost per ton was reduced by 9%, and production rate was increased by 11%.
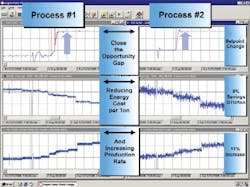
Figure 2. Reduced costs can be quantified from the process data, such as energy cost and production rate.
Tracing equipment problems
Equipment diagnostics may include indications of sensor or valve problems. Its interesting that these symptoms are often used to diagnose failures of related equipment. For example, spikes in flow measurements have been used to identify damaged pump seals, preventing expensive shutdowns.
Following tricky instruments
The most important diagnostics are typically those that signal an imminent failure. Usually these include: communications, e.g., lost signal; variability; noise band; signal spikes; and sensor at limits.
Diagnosing instrument failures quickly helps to ensure safe, reliable, and efficient plant performance. Typical failure modes of instruments exhibit intermittent symptoms, such as spikes in the signal, periods of high noise, or periods of very low noise. These intermittent symptoms will often go un-noticed. A PSS can quickly identify these issues, and elevate their priority so that safety or quality issues can be averted.
Valve diagnostics
Control valve diagnostics are at least as important as those from sensors. Because valves are mechanical devices, they are prone to mechanical failure. Control valves also have a direct impact on process results. Some of the most important valve diagnostics include: percent of time at limits; stiction analysis; hysteresis; valve travel; and valve reversals.
These control valve diagnostics indicate the condition of the valve. In the case of valve travel and valve reversals, the diagnostic can also tell you about the quality of controller tuning. A PSS can quickly identify which valves in your plant are at the greatest risk for failure.
Control diagnostics
Control loops, once governed by simple pneumatic tubing, are now complex networks, integrated with software, configuration, and custom programming. There are many ways for a control loop to fail, and many more ways for control loops to degrade process performance. Keeping a close eye on the right symptoms will help to ensure that the control system performs its best.
A performance supervision system will monitor the basics of control performance, such as:
- Time in normal mode;
- Integral of absolute error (IAE);
- Service factor;
- Robustness of controller tuning;
- Response time; and
- Setting time.
Normal mode is the opposite of manual mode. In normal mode, a loop is operating in automatic. If an operator takes the loop off automatic its because he doesnt trust it. Of course, there may be some reason why the control engineer didnt design an automatic loop; sometimes this is worth investigating. IAE measures the effectiveness of the tuning to hold the process variable at setpoint. Service factor measures the percent of time that the entire loop (sensor, controller and valve) is working properly. Robustness is the ability of a loop to respond to changes over a wide range of operating conditions. Response time measures the dampening ability of a loop. Settling time is a measure of how quickly the process will return to setpoint after a setpoint change or process upset.
More advanced systems can automatically identify process dynamic models, based on operator setpoint changes. With these models, it is straightforward to identify opportunities for better tuning and improved stability. For plants that have limited process control resources, a PSS goes a long way to improve control performance.
Capital cost
This study compares the costs of a PSS with the costs of new digital instrumentation. The study analyzes a large process plant, containing roughly 1,000 control loops. To simplify the study, and to remain conservative, the costs of DCS components, such as upgrading I/O, software and other components, are not included.
The cost of a digital field bus device can run as much as $1,000 more than a traditional analog device. To be conservative a $500 premium per device is used. If a typical control loop has one transmitter and one valve then a low estimate for the cost is $1,000 per loop. The cost premium for the interface device, field bus wiring and software to interface with the device isnt considered.
The cost for the performance supervision software is approximately $100 per loop inclusive of all costs. The cost for OPC server software is estimated to be $15,000 per server which can easily accommodate up to 2,000 control loops. The per loop cost of the OPC software is estimated to be in the range of $7.50 per loop.
A plant shutdown, which would be required for a field bus conversion, could add several hundred thousand dollars in lost production opportunities to the field bus installation. Costs are summarized in Table 1.

Table 1. The cost for a plant with 1,000 control loops shows that the project cost is reasonable for the benefits attainable.
Getting ahead of the curve
Existing DCS systems and analog instruments can provide diagnostics. A PSS gathering real-time data can analyze and prioritize diagnostics for equipment, controls and process. Available diagnostics include diagnostics for the process, the equipment, and the controls. The cost of a PSS is one-tenth the cost of conversion to digital field bus instruments.
George Buckbee is director of product development for ExperTune, Inc., Hartland, Wis., e-mail him at [email protected].