Consider Robust Inferential Sensors

Some critical parameters (composition, molecular distribution, density, viscosity, etc.) in chemical processes are not measured online. Instead, their values are determined either by laboratory samples or offline analysis. However, for process monitoring and quality supervision, the very slow response time of these relatively low frequency measurements (taken every several hours or even days) may cause loss of production due to poor quality control. In situations with potential for alarm showers, lack of critical parameters available online could result in a significant negative impact and eventually could lead to shutdowns. One of the approaches to address this issue is through development and installation of expensive hardware online analyzers. Another solution is to use soft or inferential sensors that deduce the critical parameters from easy-to-measure variables such as temperatures, pressures and flows.
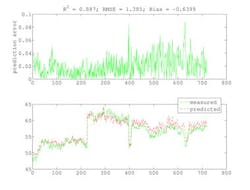
Figure 1. Predictions from model closely matched measured values.
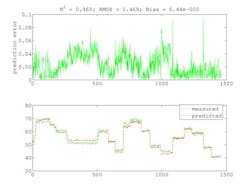
Figure 2. Model consistently provided accurate predictions.
Due to these features, many applied inferential sensors are based on neural networks. However, neural networks have some limitations, such as low performance outside the ranges of process inputs used for model development. Model development and maintenance require specialized training — and frequent retraining, which significantly increases the maintenance cost. In addition, model deployment demands specialized run-time licenses. An alternative technology —the robust inferential sensor — has been under development at The Dow Chemical Company since 1997. It is based on genetic programming and resolves most of the issues of neural-network-based inferential sensors. The robust inferential sensors are in the form of explicit algebraic equations automatically generated with an optimal tradeoff between accurate predictions and simple expressions. As a result, they offer more robust performance in the face of minor process changes. Dow facilities, such as the Pittsburg, Calif., plant pictured on the opening page, are gaining significant benefits from robust inferential sensors. Reference 3 gives a detailed description of the technology. That paper is based mostly on the experience of applying robust inferential sensors at Dow.IMPORTANT ADVANTAGESRobust inferential sensors provide both economic and technical benefits.From an economic standpoint:• Inferential sensors allow tighter control of the most critical parameters for final product quality and, as a result, enable significant improvement in product consistency.• Online estimates of critical parameters reduce process upsets through early detection of problems.• The sensors improve working conditions by decreasing or eliminating laboratory measurements in a dangerous environment.• Very often such sensors provide optimum economics. Their development and maintenance cost is much lower than that of first-principles models and less than the cost of buying and maintaining hardware sensors.• Inferential sensors can be used not only for estimating parameters but also for running “what-if” scenarios in production planning.In addition, compared to competitive inferential sensors based on other data-driven methods such as neural networks or multivariate statistical regression, robust inferential sensors provide a variety of technical advantages:Better prediction outside the model development range. A key issue for neural networks is that they cannot extrapolate outside the range of the data from which they have been trained. Robust inferential sensors with the optimal complexity of their models resolve this problem. In principle, simple models and smooth functions generalize better than complex highly nonlinear models. A second-order polynomial generalizes better than a 15th-order polynomial, which usually captures noise instead of a functional relationship. Based on several implemented cases, selecting models with proper complexity and smoothness can enable reliable performance at 20–25% outside the model development range [3]. Non-black-box models. Most production engineers dislike black boxes and are very reluctant to implement them for process monitoring and control. This is one of the reasons why neural-network inferential sensors have not been accepted on a mass scale. Robust inferential sensors are based on explicit algebraic equations, which are more acceptable to users in manufacturing.Predictions based on an ensemble of models. It often is preferable to develop an inferential sensor that does not rely on a single model but instead on an ensemble of models, with the average of the various models used as the final prediction. One advantage of using an ensemble sensor is that the standard deviation of the different models in the ensemble can serve as a model disagreement measure. Another advantage is that the ensemble enables redundancy. Because inferential sensors mainly are used in processing conditions, frequently one or more of the instruments measuring the input variables may fail. If the ensemble consists of models with different input variables, another model available in the ensemble still can predict. Greater suitability for process control and optimization. Equation-based empirical models can be optimized explicitly and their responses and sensitivities to the inputs can be obtained by applying mathematical operators over the equations. This analytical predictability means that inferential sensors pose less risk than black-box-based models for closed-loop control. APPLICATION AREASIndustry rapidly realized the economic and technical benefits of inferential sensors. From the early 1990s on, vendors and articles in the literature have reported a spectacular record of successful applications.Environmental emission monitoring epitomizes the role inferential sensors can play. Traditionally, analytical instruments with high maintenance costs perform such monitoring. The inferential sensor alternative, implemented as a classical neural network, is much cheaper and provides accuracy acceptable for federal, state and local regulations in the United States and the European Union. Process variables enable inferring the level of NOx emissions in burners, heaters, incinerators, etc.One of the first popular applications of inferential sensors was for estimating product composition in distillation columns. However, the most widespread implementation in the chemical industry is for predicting polymer quality. Several polymer quality parameters, such as melt index, polymerization rate and conversion, are deduced from reactor temperature, jacket inlet and outlet temperatures, and the coolant flow rate through the jacket. Of special interest is the nonlinear controller developed by Rockwell Automation, called Process Perfecter, that optimizes the transition between different polymer products.Using inferential sensors for troubleshooting and closed-loop control has become a growing trend in the chemical industry. Today, to cope with rapid changes in demand for particular products, many plants strive for greater flexibility to operate at different production rates and grades. This brings new problems (e.g., increases in maintenance costs, unplanned shutdowns and final product quality deviations) — ones that inferential sensors can solve. For instance, Dow AgroSciences used a soft sensor to rid a herbicide product of an undesirable component, which had started appearing recently but was not present in previous production lots.The soft sensor helped identify the main variables that can predict this undesirable component and then can drill down to the root cause to eliminate it. Furthermore, operating in closed-loop control allows plants to be more flexible. However, the sampling rate used for analytical measurements is not fast enough for most control implementations — inferential sensors are the answer.Such sensors fill the growing need in industry for sophisticated nonlinear models of process quality parameters. A number of well-established vendors, such as Rockwell Automation, Aspen Technology, Siemens and Honeywell, already have implemented thousands of inferential sensors in a wide variety of industries. The benefit from improved quality and reduced process upsets is estimated in the hundreds of millions of dollars but the potential market is much bigger.SUCCESS STORIESLet’s now look at two examples of their successful application at Dow.Distillation tower control. Obtaining an accurate and fast prediction of a process quality variable (in this case, propylene concentration) can enable better control of a distillation column. The current analytical technique allows measurement of propylene every 10 minutes, which is not sufficient for control purposes. So, Dow turned to a robust inferential sensor that provides a prediction of propylene concentration every minute.An ensemble of equation-based models has been derived on a genetic programming toolbox developed internally at Dow. The key criterion for model selection was an optimal balance between performance and low complexity. Satisfying the requirement for robustness to measurement faults favors models with different inputs. This led to the selection of the following three nonlinear models:

where the inputs are process variables, such as steam injection flow, megawatts and offgas mass flow.
Analysis of the two models showed they behaved similarly in the window of operating conditions; so, the simpler formula (5) was fit for both turbines. This is another indication of the superiority of robust inferential sensors, i.e., being analytical functions and the consequent possibility for simplification and superior model-structure selection.
The sensors have performed excellently. During ten years of operation, they passed relative accuracy test audits (RATAs) annually (the longest period allowed by law) with the single exception of a 6-month schedule case. To achieve an annual schedule, a sensor must pass with better than 7.5% relative accuracy. Both turbines were mechanically rebuilt in 2008; the models still passed RATA with annual schedule without the need to fit a different model structure.
LIMITATIONS
A robust inferential sensor is not a “silver bullet” for all problems. Like any technique, it has limitations. The most important of these are:
Requirement for high-quality process data. The quality of the inferential sensor’s modeling process strongly depends on the quality of the available data. Of special importance is providing suitably wide ranges for both input and output variables. The data should capture the full range of operating conditions — otherwise the empirical model is pushed into extrapolation mode, which always is unreliable with any technique.
Limited value for significant process changes. The sensor only can handle minor process changes based on drifts in the operating conditions approximately 20% outside the range of model development. If the process experiences significant changes, such as introduction of a new control system, unit redesign or new type of product, the inferential sensor will not perform adequately under the new conditions; a new model development process is recommended.
Need for periodic readjustment. Just as any hardware sensor demands periodic calibration, the robust inferential sensor needs periodic readjustment. Usually, the procedure requires refitting the modeling parameters once a quarter or whenever predictions start deteriorating; this can be done without special training.
Necessity for some risk taking. Due to its novelty and complexity relative to hardware sensors, opting for the inferential sensor incurs added risk. However, we believe that significant reduction in risk level will occur with the increased number of applications and proven, long-term performance.
Non-traditional maintenance and support. The inferential sensor’s maintenance and support require different, more-specialized knowledge, including a skill set in the area of statistics and machine learning. Organizing effective support is one of the biggest challenges for mass-scale applications of this attractive technology.
THE FUTURE
To minimize inferential sensor maintenance cost and prevent future extrapolation, offline model development should take advantage of the broadest possible ranges of the inputs and outputs from the available historical data. However, for different reasons, such as operating regime fluctuations due to different product demand, control system readjustment or equipment changes, at least 30% of applied inferential sensors are pushed to handle online operating conditions 20% outside of the offline model development range. This very high extrapolation level poses a challenge for any empirical modelling technique. Unfortunately, the high extrapolation level requires model redesign, including derivation of an entirely new model structure.
A possible solution for this key issue with current inferential sensors is to explore the capabilities of a new technology called evolving intelligent systems. It promises self-maintaining (autonomous)inferential sensors — i.e., ones that can adapt and evolve their structure as well as their parameters to follow the data pattern, to retrain and recalibrate. The gradual evolution of the model structure (fuzzy rules) means that a retraining of the sensor when required only will modify (add or replace) one or a few fuzzy rules.
This new type of adaptive, self-calibrating and self-developing inferential sensor (called eSensor) has been tested on a range of case studies from real chemical processes [4]. The proposed eSensors can be trained “on the fly” starting either from scratch or after being primed with an initial rule-base. Also optionally, the eSensor can select online the most relevant and important input variables. The results with data from real chemical processes demonstrate that the evolving inferential sensor is very flexible. It develops its model structure and automatically adapts to sudden changes of operating condition. It does not need any pretraining and specific maintenance and, thus, significantly reduces lifecycle costs. In addition, the structure of the eSensor is transparent and interpretable as it is composed of linguistic fuzzy rules. It has great potential for the next generation of low-cost inferential sensors.
ARTHUR KORDON recently retired from The Dow Chemical Co. and is now CEO of Kordon Consulting, Fort Lauderdale, Fla. LEO CHIANG is senior technical manager, chemometrics and data analytics at the Analytical Tech Center of The Dow Chemical Co., Freeport, Texas. ZDRAVKO STEFANOV is lead technical manager, fundamental problem solving at the Analytical Tech Center. IVAN CASTILLO is associate analytical manager, chemometrics and data analytics at the Analytical Tech Center. E-mail them at [email protected], [email protected], [email protected] and [email protected].
REFERENCES
1. Fortuna, L., Graziani, S., Rizzo, A., and Xibilia, M., “Soft Sensors for Monitoring and Control of Industrial Processes,” Springer, New York City (2007).
2. Lu, B., Castillo, I., Chiang, L., and Edgar, T.F., “Industrial PLS Model Variable Selection Using Moving Window Variable Importance in Projection,” Chemometrics and Intelligent Laboratory Systems, Vol. 135, pp. 90–109 (July 15, 2014).
3. Kordon, A., “Applying Computational Intelligence: How to Create Value,” Springer, New York City (2009).
4. Angelov, P., and Kordon, A., “Evolving Inferential Sensors in the Chemical Industry,” Chapter 14, pp. 313–336, in “Evolving Intelligent Systems: Methodology and Applications,” P. Angelov, D. Filev and N. Kasabov, eds., John Wiley & Sons, Hoboken, N.J. (2010).