Shell Showcases Success With Autonomous Plant
Most industrial process plants and sites around the world are already well automated using a variety of well-proven digital technologies. These include smart instrumentation; distributed control systems; human machine interfaces; and advanced control, optimization, and other advanced applications. But as the digital transformation of industry progresses, ARC Advisory Group believes that new opportunities have emerged for many plants and other industrial facilities to further increase their levels of automation. In selected cases, this could include remote and/or near- or fully autonomous operations.
Increased levels of autonomous (unmanned) operations offer numerous potential benefits. These can include reducing costs, enhancing productivity by freeing up human workers to perform higher value work, and increasing human safety by minimizing the need for workers to have to travel to and work in remote and potentially hazardous environments. Obviously, increased levels of autonomy could also help maintain critical production during pandemics such as we’re now experiencing. As we learned at a session on autonomous operations at the recent ARC Industry Forum in Orlando, Florida, leading industrial companies, including Shell and ExxonMobil, have begun to move in this direction for selected operations. (View videos of most Forum sessions here.)
However, we also learned that:
• Implementing autonomous operations in existing brownfield facilities (where the assets and operations were originally designed for human interaction) would be very challenging.
• Even with fully or semi-autonomous operations, scheduled maintenance campaigns will still require significant human intervention.
• New, more proactive maintenance approaches can help greenfield and brownfield facilities alike optimize asset performance .
• In all cases, assessing the current situation and aligning existing technology with new application roll-out plans can be complex, but must be done before investment begins.
Existing Plants Designed for Human Interaction
As industry moves toward higher levels of automation, it is important to keep the human factor in mind. While it may be possible to run certain processes autonomously or with minimal human interaction, transitioning from current brownfield operations will require careful thought as well as appropriate technology.
Process plants and other industrial operations were designed for human interaction
Applying Autonomous Technology to Plants
In his presentation at ARC’s Industry Forum, Peter Kwaspen, facilities & equipment technology lead of Shell described his company’s path for new technology adoption. Specifically, he described the journey as it relates to running facilities autonomously. Kwaspen confirmed that autonomous operations would be extremely difficult to achieve in existing brownfield operations where the assets and the operations were initially designed for human interaction. He compared this effort to one of the famous Escher stairway prints that shows a fantastical, impossible construct.
In the 90s, Shell completely redesigned its Groningen gas field mechanical, process, and automation assets for autonomous operations. The Groningen gas field, the world’s tenth largest, is also one of Yokogawa’s largest automation implementations, with that company’s technology controlling and safeguarding 29 production clusters, seven custody transfer stations, and covering an area of over 900 square kilometers.
The entire site operates autonomously monitored from a remote location by just two human operators. According to Kwaspen, “They don't touch the installation, they just set the production target and then leave the installation to operate on its own.” He explained that robots are utilized for routine inspections and, every couple of years during scheduled maintenance campaigns, each of those production clusters are overhauled. Kwaspen believes that the Groningen gas field represents one of the best examples of autonomous operations within the entire Shell organization and suggested that it would equate to level 5 (full autonomy) on ARC Advisory Group’s model for levels of autonomous operations.
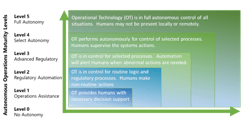
ARC'S Model for levels of autonomous operations
Assessing the Viability for Unmanned Operations
Shell uses business drivers to assess the level of the need for unmanning a facility. According to Kwaspen, this qualitative assessment reviews many different factors. For example, the company assesses the environment, the climate of where the site is located. It also assesses the transportation risks to/from and within the field. It considers the footprint/size of the site as well as security, safety and local political situations. To further evaluate, it considers the relative vulnerability to and risk of maloperation, risk of losing containment, complexity of the reservoir or processing facilities, infrastructure, telecoms availability, geographical location, relative cost of manpower, suppliers’ presence, local labor and content policies, etc. Then, assuming the assessment indicates positive potential for unmanned operation, the company must determine the technological feasibility.
Assuming that this assessment indicates that increased levels of autonomy are appropriate and practical for a given process or site, the company begins the design to get rid of things that are no longer needed and either mechanizes, automates, or implements remote control and/or monitoring functions, as appropriate, and determines the feasibility of maintenance campaigns.
This process also points out what technological gaps and what still needs to be developed to enable semi- or fully autonomous operations.
Moving Toward Proactive Maintenance
Kwaspen moved on to explain that Shell currently has about 100 sites globally, each having 50,000 instruments which, on average have 50 digital sensors each. This amounts to over 250 million digital sensors collecting a wide variety of both process and asset data. He believes that by using this information in conjunction with the Shell-developed asset management application, the company can move toward a more proactive, condition-based maintenance strategy. When the instrument reports something abnormal, they can intervene in a timely manner to prevent unplanned downtime.
Kwaspen explained, “The application will implement some of the functions that we urgently require to make the automated information provision to those people in those work processes happen.” In conclusion, he referred to this largely untapped trove of device data as a potential “gold mine.” And urged session participants to “let's start to dig up the gold that we have not yet uncovered.”
No Shortage of Technology Available
Kwaspen and other speakers at the recent ARC Industry Forum provided ample evidence that there is no shortage of technology available. Most industrial manufacturing companies have been accumulating digital technology for decades. The important message, however, is not how new your technology is, but how you are organized to take advantage of the real-time information and other powerful tools that modern systems can provide. Digital transformation is not just about replacing old technology, it is also about information flow, business improvement, and always making the best decisions. Finally, since most current industrial operations were designed for human interaction, thorough analysis needs to be done before moving to autonomous operation.
Transformational technology is available, but many business and human factors including, safety, reliability, cost, and overall value needs to be carefully evaluated before transitioning to a new operating strategy.
If you’d like to gain a better understanding of where your company is relative to peer organizations, please take this short survey: Autonomous Operations Digital Transformation Assessment Survey. Survey respondents will receive a summary of the results.