Chemical Processing: Four Products Win 2021 Vaaler Awards

Chemical Processing has bestowed Vaaler Awards biennially for more than 50 years. These awards recognize products that promise to significantly improve the operations and economics of plants. This year’s awards were open to entries that were commercialized in the United States between May 2019 and June 2021.
The awards are named after John C. Vaaler (1899–1963), chairman of Chemical Processing’s Editorial Board from 1961 until his death. He became the publication’s editor in chief in 1946, after 24 years in the chemical and related industries.
An impartial panel judged the entries. It consisted of the members of Chemical Processing’s Editorial Board — a group of technical professionals with diverse responsibilities and from a variety of industry sectors (see sidebar). The panel scored all entries on three criteria: technical significance; novelty or uniqueness; and breadth of applicability. The judges weren’t required to give any awards — but did choose to honor four products:

Figure 1. Guided-wave-radar device features power-over-Ethernet communications.
• Centurion guided-wave-radar level transmitter from Hawk Measurement, Medina, Ohio;
• Fluid Genius digital platform from Eastman, Kingsport, Tenn.;
• Interceptor-QV passive isolation device from CV Technology, Jupiter, Fla.; and
• Style 2848 compression packing from Teadit, Pasadena, Texas.
Level Transmitter Features PoE Communications
Power-over-Ethernet (PoE) communication offers a number of advantages, including secure and reliable in-plant and off-site monitoring as well the capability for remote sensor set-up, diagnostics and troubleshooting. The Centurion Guided Radar (CGR) level transmitter (Figure 1) from Hawk Measurement is the first and only guided-wave-radar (GWR) unit with PoE communication. It enables monitoring of tank levels from smart phones, tablets and computers.
Commercialized in the United States in January 2021, the CGR level transmitter can measure the level and interface of liquids, sludges, powders and granules up to 124 ft. Its GWR technology provides a response time of <1 sec and an accuracy of ±3 mm; pressure or vacuum, temperature, viscosity, foam, dust, coating of the probe, or changes in dielectric constant don’t affect it. The device can send tank alarms and alerts via email and directly to smart phones.If troubleshooting is required, service technicians need not enter a facility. Instead, the CGR PoE instrument can send information about its health for off-site diagnostics and, if necessary, reconfiguration.
The device can connect to an online portal, the HawkEye365, to enable monitoring of multiple tanks worldwide in real time. The online portal provides access to critical data, including volume, material height, historical trending, alarms and alerts, sensor set-up and diagnostics. Control-room and operations-level screens can be tailored to operating company specifications; they share a common graphical user interface and can have permissions set for different tiers of employees.
The CGR level transmitter features dual interface capabilities and built-in digital displays. It can auto-calibrate to any dielectric ≥1.5. The device is rated for hazardous gas and dust services by IECEx, FM, CSA and ATEX.
Platform Optimizes Heat-Transfer-Fluid Performance
Many process operations must operate at a specific temperature. Plants generally rely on heat transfer fluids to provide and maintain the desired temperature, which can range from -100°C to +400°C. Such fluids usually are robust but can deteriorate due to thermal stresses and service conditions unique to the particular process. Fluid Genius (Figure 2) from Eastman is a patent-pending digital platform that provides a data-driven analytical approach to help engineers preserve optimal fluid quality and forecast predictive maintenance. Plant staff can access the secure web-based platform from any device with a modern browser.
Launched in the United States in May 2021, Fluid Genius uses artificial intelligence, fluid-specific degradation kinetics, and key parameter thresholds to predict a fluid’s life expectancy and advise on how to extend life while avoiding unplanned shutdowns. It works for almost any organic heat-transfer-fluid system.
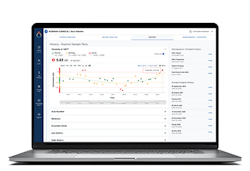
Figure 2. Web-based platform provides insights on fluid state and desirable predictive maintenance.
Fluid Genius provides a fluid condition score, which is a unique indicator of overall fluid condition, and sends alerts about possible fluid contamination. The easy-to-use technology also will generate notifications and fluid trends as well as give customized recommendations for critical actions, such as system venting, inert-gas-blanketing system installation and inspection, fluid replacement, and implementation of side-stream filtration. In addition, it affords easy access to order and manage sample analysis kits.
The application, which contains nearly 50 years of operating-system sample-analysis data, draws in-depth insights on fluid chemistry behavior over time. Those data, coupled with end-user input into its maintenance and incidence log, and advanced artificial intelligence/machine learning techniques, enable the platform to provide proprietary analytics for fluid replacement and budgeting.
Passive Isolator Removes Air-Recycling Risks
Recycling clean air from dust collectors and pneumatic conveying systems can minimize the need for makeup air and, with that, ease maintaining the desired air temperature and humidity level. However, the risk of a dust explosion propagating through return lines into an occupied area prompts many plants to vent clean air returns to the exterior of the building, necessitating installation of extensive duct runs. Isolating the lines can prevent such propagation. The Interceptor-QV from CV Technology is an isolation device based on the principles of flameless venting that can allow air recycling while providing continuous protection. It has no moving parts or need for regular maintenance.
Introduced in the United States in February 2021, the Interceptor-QV (Figure 3) is a passive device that operates automatically and doesn’t rely on an electromechanical element. Instead, a stainless-steel-mesh cartridge removes energy from the flame front of the deflagration as it passes through the tortuous path of the mesh, quenching the deflagration and preventing any flame from passing beyond the device. Cartridge replacement does not require removing the device from the process.
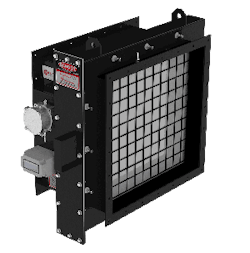
Figure 3. Device uses mesh to provide continuous, automatic and maintenance-free protection of return air lines.
The Interceptor-QV uses a patented system in which a differential pressure switch continuously monitors pressure drop across the mesh cartridge, alerting operators to any buildup of dust. Another patented feature is an integrated thermocouple that, via a relay, indicates its exposure to the intense heat of a deflagration.
The quench valve comes in four sizes and can handle clean-air return-line applications with pipeline or duct diameters from 2 in. to 100 in. It is ATEX certified as an explosion isolation device.
Traceable Packing Meets Stringent Fugitive Emissions Standards
Regulations and operational imperatives are spurring plants to continually strive to reduce fugitive emissions from control and isolating valves, pump shafts and other equipment elements. Style 2848 compression packing (Figure 4) from Teadit is a certified low-emission packing that is self-lubricating as well as resistant to heat, pressure and chemical attack. It features “Teadit tags,” particles inseparable from the packing that enable easy identification as well as full traceability even after use. In addition, its metal-free composition resists high installation stresses. The packing can successfully handle a wide range of process environments (-240°C–+455°C, pressure to 255 bar, and 0–14 pH) and media while still meeting the most-stringent fugitive emissions requirements.
Style 2848, which debuted in the United States in January 2021, incorporates a proprietary yarn made from flexible graphite reinforced with a polytetrafluoroethylene structure embedded with the Teadit tags. These tags allow identifying the packing even when both packing and valve tags are missing; this permanent identification makes the packing ideal for applications requiring a warranted product. The packing’s design lowers friction, which improves control valve accuracy and may enable use of smaller actuators, and meets strict industry standards (ISO 15848-1, EN 16752 and API 622 - 3rd ed.), while also avoiding the issues posed by the metallic reinforcement commonly used in this type of product.
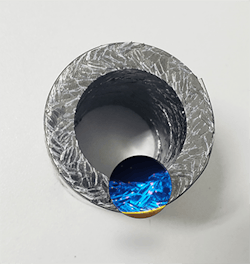
Figure 4. High-performance braided packing incorporates tags that create a uniquely identifiable fingerprint.
For control valves, the packing maintained less than 2 ppm leakage even after 100,000 mechanical cycles and four thermal cycles — per ISO 15848-1’s most-stringent test procedure, CC3. Tests on isolating valves done according to API 622, 3rd ed., showed leakage below 2 ppm even after 1,510 mechanical cycles and five thermal cycles.
The Judges
- Vic Edwards, process safety consultant, Houston
- Fred Gregory, process safety and risk manager, Lubrizol, Deer Park, Texas
- Rachelle Howard, associate director of automation and controls, Vertex Pharmaceuticals, Boston
- Darren Moroziuk, manager of manufacturing support, Pfizer, Kalamazoo, Mich.
- Julie O’Brien, director of sustainability, Air Products and Chemicals, Allentown, Pa.
- Roy Sanders, process safety consultant, Lake Charles, La.
- Ellen Turner, market development representative, Eastman Chemical, Kingsport, Tenn.
- Dave Vickery, director of product management, Aspen Technology, Midland, Mich.

About the Author
Mark Rosenzweig
Former Editor-in-Chief
Mark Rosenzweig is Chemical Processing's former editor-in-chief. Previously, he was editor-in-chief of the American Institute of Chemical Engineers' magazine Chemical Engineering Progress. Before that, he held a variety of roles, including European editor and managing editor, at Chemical Engineering. He has received a prestigious Neal award from American Business Media. He earned a degree in chemical engineering from The Cooper Union. His collection of typewriters now exceeds 100, and he has driven a 1964 Studebaker Gran Turismo Hawk for more than 40 years.