Advanced Corrosion Monitoring Provides Real-time Insights, Improves Chemical Operations

Sulfuric acid and other corrosive fluids are present in many chemical processing plants, including those that produce phenol, nylon or polyurethane. Protecting workers against potential exposure from corrosive leaks caused by these and other corrosion mechanisms remains a persistent challenge for these facilities.
Chemical plant operators can mitigate these risks through proper material selection or adjusting operating processes to avoid corrosive conditions. But these approaches don’t eliminate risk altogether, particularly in the case of operating window excursions.
Advances in early-detection technologies can provide real-time insights about when and where corrosion occurs, and its impact on piping-system and vessel integrity. This data can help chemical processing plants minimize damage from corrosion, protect workers and improve overall operations.
Measurement and Operating Challenges
Operators must have visibility into pipe or vessel wall thickness to protect against corrosion. Plants have traditionally performed this activity using manual inspection techniques, such as ultrasonic thickness (UT) measurements or radiographs. These methods are sufficient for showing the condition of the asset at the time of measurement.1 But the data isn’t always accurate, and these manual monitoring techniques have limitations.
For example, the location of a UT measurement will vary, and even a few millimeters of variance can cause a significant difference in the recorded value. Frequency of measurement also presents potential inconsistencies. Plants typically conduct manual measurements at monthly or even annual intervals, leaving gaps during which significant corrosion may have occurred.
Also, many processes call for the use of potentially corrosive substances, such as sulfuric acid or hydrochloric acid in the production of everyday materials like nylon, polyurethanes and polycarbonates. When designing and building a facility to handle such corrosive materials, it is common practice to select materials that will be immune to corrosive attack. But only a few materials are completely corrosion resistant, and they tend to be very expensive. That’s why plants often match materials that are less prone to a corrosive attack with expected process conditions.
For example, at concentrations of over 85%, sulfuric acid is not considered to be corrosive to carbon steels at lower temperatures2,3 due to the formation of a passivating iron sulfide layer. However, if the concentration drops below this level, a stable iron sulfide layer cannot form, resulting in a high rate of corrosion (Figure 1).

This means plants must maintain operating parameters, such as temperature, pressure and flow, within tightly controlled ranges – often referred to as an integrity operating window – to prevent damage when handling corrosive fluids. Process parameter excursions outside this window may lead to high rates of metal loss.
But there is often no direct indication of the impact of this elevated risk, including pipe and vessel wall thickness. This, in turn, can increase the risk to safe and efficient operation.
Inspection Versus Monitoring
It’s important to understand the difference between inspection and monitoring. Inspection is a periodic activity intended to establish the current condition of the asset, whereas monitoring is a continuous program to understand how the condition of the asset is changing in near real time.
The periodic nature of inspection means the process won’t capture corrosion when it occurs due to integrity operating window excursions. Instead, it will only indicate that metal loss has occurred at some point between inspection dates. Inspection also gives no indication of whether the corrosion has since been mitigated or is continuing. To address these and other inspection issues, plants can install continuous monitoring systems, particularly in areas prone to corrosion.
Monitoring Solutions
Technology can help chemical manufacturers automate monitoring for real-time insight into potential corrosion issues. One solution involves the use of permanently installed ultrasonic wall thickness sensors. These non-intrusive, intrinsically safe devices transmit near real time thickness data via an industrial wireless mesh system, such as WirelessHART, making data available for remote analysis (Figure 2).

There are a variety of technologies employed in such wall thickness sensors. Some are quite basic, utilizing commonly available piezo electric transducers that are essentially repurposed from inspection tools.
However, there are also very sophisticated devices that use intrinsically safe electromagnetic acoustic transduction optimized to work even with non-ferritic metals. This type of technology has installation advantages as each sensor can be installed without the need to remove any external paint layers.
These devices also use an electromagnetic field rather than the mechanical vibration of a piezo transducer to excite the ultrasonic wave in the pipe or vessel wall. This eliminates the need for a couplant layer, extending periods of maintenance-free operation. The electromagnetic field between the sensor and the pipe effectively becomes the couplant.
When implementing a successful corrosion monitoring solution, long-term reliability is a major concern because access to corrosion monitoring locations is often difficult, often requiring temporary access using scaffolding and hot work permits in some cases.
A corrosion monitoring system must be able to reliably deliver data continuously over a period of years until a planned plant shutdown to provide visibility of the asset condition and confidence that it can continue to operate safely. The need for this data and resulting information provided by analysis often becomes more acute the closer a plant is to the end of the planned production run because corrosion typically occurs over time.
Permanently installed UT wall thickness sensors using electromagnetic acoustic transduction and other couplant-free technologies can deliver repeatable and accurate thickness measurements. Sensor data from these types of systems is typically supported by advanced signal processing to provide actionable information.
The high repeatability, accuracy and frequency of continuous measurement—with data typically provided daily—allows operators to identify changes in metal wall thickness much faster. When this type of up-to-date data is available on demand, operators receive greater transparency into the current asset condition, along with a clearer understanding of the underlying trends, such as current process variables, that may cause changes in corrosion rates.
Ultrasonic wall thickness sensors are usually battery powered and transmit data wirelessly, so they can be installed in almost any location where there is a need to monitor for metal loss due to corrosion. Battery life is typically measured in years, with the exact duration dependent on the frequency of measurement, so most sensors can operate without maintenance between planned shutdowns.
Design Considerations
Battery-powered devices that communicate over a wireless mesh network provide the freedom for sensors to be installed at the points where the corrosion monitoring is needed, rather than at a location fixed due to wiring or personnel access. But it’s important to consider the type of device when making a selection.
Factors such as process temperature can influence selection of devices, and pipe diameters may also influence the chosen attachment method. For example, on smaller-diameter pipes a strap may be sufficient, but on larger pipe diameters, vessels or reactors, another approach – such as magnetic mounting – may be more appropriate. This requires the mounting surface to be ferrous and free of contaminants, which is not always the case.
Operators must also consider pipe and vessel material because corrosion typically affects only metallic materials, so most corrosion monitoring sensors are designed to work on metal surfaces. To monitor the integrity of other materials, such as composite pipes, operators need to consider other solutions.
While relatively simple in concept, corrosion monitoring can be quite complex as it requires selection of the right technology, along with precise placement of sensors. In most large chemical plants and facilities, it’s not feasible to purchase and install sensors at every possible point of corrosion, so facility managers must exercise careful judgment when selecting areas for monitoring.
Application Example
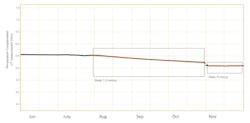
The data shown in Figure 3 comes from a sensor installed on a pipeline handling sulfuric acid in a nylon production plant. Many plants use sulfuric acid to create caprolactam, one of the precursor materials used in the production of nylon. The pipeline in question was fabricated from carbon steel, so plant personnel had to maintain process conditions within their defined integrity operating window to prevent accelerated corrosion.

As mentioned, selection and application of the right technology can be quite complex, so users should consult with experts and compare results of applications similar to those found in their plants and facilities.
References
- Daniel Chapman; Jake Davies; Orin Wakefield Application of Non-Intrusive, Fixed Wireless Thickness Monitoring for Sulfidation Corrosion to Provide Improved Data Over Conventional Inspection NACE-2015-6169
- Outokumpu, The Corrosion Handbook https://secure.outokumpu.com/steelfinder/Corrosion/Default.aspx
- Zehbour Panossian, Neusvaldo Lira de Almeida, Raquel Maria, Ferreira de Sousa, Gutemberg de Souza Pimenta, Leandro Bordal, Schmidt Marques CORROSION BY CONCENTRATED SULFURIC ACID IN CARBON STEEL PIPES AND TANKS – STATE OF THE ART Rio Pipeline Conference and Exposition 2009
About the Author

John Bromley-Barratt
Customer Success Manager, Emerson
John Bromley-Barratt is currently the customer success manager for Emerson’s corrosion monitoring products, helping end users realize the full value of their corrosion monitoring systems. Prior to joining Emerson, John worked in the semiconductor and materials test industries. He holds a bachelor’s degree in materials technology from the University of Surrey.