Troubleshooting Tips for Pump Cavitation in Chemical Processes

‘Listen’ to the Pump

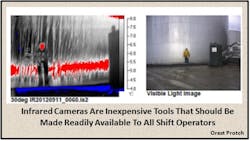
From the Camera’s Eye
Beyond Pumps: Other Cavitation Sources
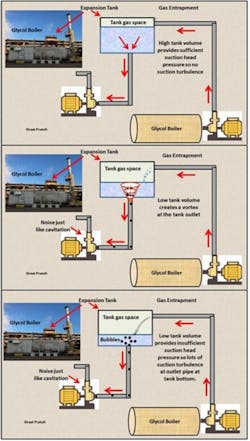
Systems that have tank/pump/boiler combinations, such as glycol systems for heating downstream processes, create cavitation issues that are not always related to the pump. These systems rely on raised tanks to feed pumps pressure and gravity. An expansion tank above a glycol boiler is an example of a system that creates bubbles at times that can create cavitation sounds. Figure 4 offers examples of how cavitation can be falsely attributed to pumps.
Other Scenarios to Consider
The top diagram of Figure 5 shows a tank where the inflow doesn’t create any turbulence that can cause bubbles to enter the outlet pump. If the inflow is so harsh that it causes severe surface turbulence on the liquid surface, then the flow of the liquid to the outlet pipe supplying the pump can carry the bubbles to the pump. This is illustrated in the middle diagram of Figure 5.
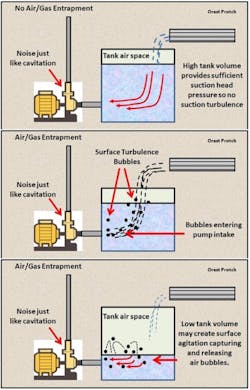
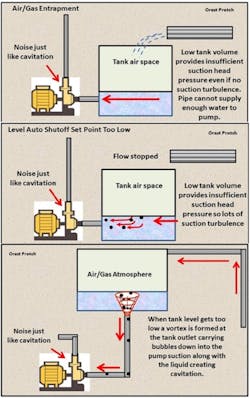
Figure 6 illustrates more issues that can create cavitation in downstream pumps. The top diagram has a tank too large for the required flow if the level in the tank does not provide enough head pressure to force the liquid into the pump suction to satisfy the pump curve. Even though there may be no surface turbulence, the pump will cavitate due to feed starvation. This a big problem in many drinking-water treatment plants where tanks and pumps are below ground.
Experience Leads the Way
About the Author

Orest Protch
Orest Protch is retired after working as a foreman in a sawmill, steel mill and as a melt foreman/metallurgist in an iron foundry. He also worked as a pulp mill chemist. He retired as the senior lab technologist of a 120,000-barrel-per-day oil camp. He is now a freelance writer and conducts weeklong basic metallurgy seminars.