Avoid Costly Materials Mistakes
Gone are the days when most companies retain their own materials engineers/metallurgists or fabrication savvy personnel on staff. With the swings in the process industries over the past two decades, a number of companies have elected to dispense with their materials/metallurgy group and instead rely on a process engineer or a consulting metallurgist to specify materials of construction. Process engineers are specifying welded equipment more and more, and often with a lack of fabrication/materials know-how. Their approach is to rely on a fabricator to guide them through the materials decisions and to point out any oversights. Furthermore, with the widespread use of sophisticated vessel design software, many small- to mid-sized fabricators no longer employ engineers. Instead they depend on technicians to design vessels, many of whom lack the technical insight or materials background often required. In today’s market, fabricators often do not have the time to challenge material/fabrication datasheet abnormalities and merely add these additional costs to their bid or choose not to bid, putting the engineer in a less competitive position. As a result, if the engineer receives a quote from the fabricator, it’s weeks later, higher than expected, and with exceptions, deviations and surprises, all of which must be reconciled before proceeding. In the end, the project will have incurred unnecessary schedule delays, higher equipment costs, and then finds itself over budget and behind schedule before it gets off the ground.
You can pre-empt such problems with a bit of guidance. So, in this first article in our three-part series, we’ll look at a dozen important factors to consider in materials selection. We won’t get deep into the technical weeds but will provide pointers gleaned from our first-hand experiences that can help you avoid costly mistakes and delays.
1. Select the right material. For non-corrosive service, use design temperature to choose a readily available, cost-effective material. Table 1 offers a general guide [1, 2]. For corrosive or hydrogen service, consult a materials engineer.
2. Avoid specifying materials by trade name. Many projects involve replacement-in-kind of existing or similar equipment. The original design may have specified a particular brand or trade name alloy such as Hastelloy C276, Carpenter 20-Cb3, Monel or Inconel 600, and so these words are used throughout project development. Citing brand or trade name materials was necessary in the 1970s because many were unique and protected by patents. Today however, most major metals manufacturers produce their own and competitors’ alloys. So, unless sticking with an exact proprietary alloy is mandated, using generic names, such as Alloy C276, Alloy 20, Alloy 400, or specifying the trade name “or equal” on the data sheet is more appropriate.
3. Take your bid expiration date seriously. Prices for commodity metals change daily on world metal exchanges. There was a time when mills/suppliers only adjusted their prices once per month and you could hold onto a firm quote for two to four weeks while it was evaluated. However, in recent years, metal pricing has become more sensitive to world events and more frequent and dramatic pricing swings occur. A fabricator recently reported that its quote for several large heat exchangers had to be adjusted upward $300,000 when the order was placed two months later — solely because of increases in stainless-steel tube cost due to a surge in nickel and molybdenum prices. In today’s market, fabricators must contend with material pricing from suppliers that can expire at the end of day. So, take your bid expiration date seriously. On the other hand, carbon-steel costs, while rising, tend to be less volatile than those of alloy steels; so it’s safe to assume normal escalation during the project development/estimating phase.
4. Specify dual-grade stainless steel. There’s much confusion about “L” grade, straight grade, and dual-grade 300-series austenitic stainless steels — in particular, Types 304 and 316. Engineers often specify lone “L” grade materials such as Type 304L or 316L on data sheets. The reason: during welding, such low-carbon stainless steels resist chromium carbide sensitization that can lead to preferential heat-affected zone corrosion in some corrosive processes [3]. However, L grade stainless steels have lower strength than straight (non-L) grade stainless steels and the ASME code penalizes the design 15% to 20% with additional shell thickness and lower flange rating [4, 5]. What’s important to understand here is that a lot of the weldable forms of stainless steels (Types 304/316) produced today in the U.S. come dual certified as Type 304/304L or Type 316/316L. These steels have the higher strength of straight-grade stainless steels and have the superior resistance to sensitization during welding of the L grade stainless. This is because they’re now made in a melt furnace process that substitutes nitrogen for carbon. Nitrogen strengthens the steel (like carbon) but won’t promote sensitization during welding. Fabricators often will purchase dual certified materials but will use the lower strength values of the L grade material in their calculations if you specify L grade material on your data sheet. This results in unnecessarily adding extra wall thickness and possibly crossing into a higher flange rating.
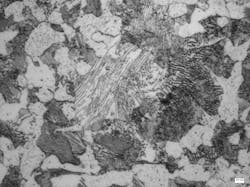
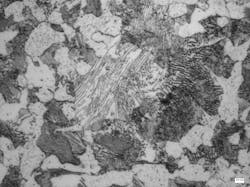
5. Properly use corrosion allowance. This allowance adds extra thickness to account for uniform metal loss over the equipment’s expected service life. The key word here is uniform. Mild carbon steel uniformly corrodes due to the galvanic cell potential of the interlaced ferrite-cementite grain structure, called pearlite (Figure 1). Specifically, there are millions of anodic (ferrite) and cathodic (cementite) sites that in the presence of moisture provide the four necessary elements for corrosion (anode, cathode, metallic bridge, and electrolyte). Alloyed materials in aggressive service will also uniformly corrode because their strong protective oxide layer is breached.
Specifying a corrosion allowance for these situations is appropriate. However, many alloys, such as austenitic stainless steels, duplex stainless steels, nickel alloys and titanium, are more resistant to uniform corrosion and tend to corrode locally — that is, pit or crack. So, it’s less appropriate to specify a corrosion allowance for these materials in relatively benign processes. Furthermore, as the thickness of the stainless steel increases, the more likely it can become sensitized from repeated heat input during multi-pass welding. While a mere 1/8-in. corrosion allowance doesn’t seem like much, it potentially can require a disproportional number of additional weld passes (and cost) depending on the weld procedure used.
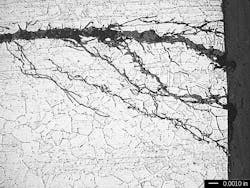
A corrosion allowance isn’t recommended for materials that are susceptible to stress corrosion cracking (Figure 2) in a given process. For example, for protection against chloride-induced stress corrosion cracking, it would be more appropriate to upgrade the material of construction to a duplex, lean duplex or super duplex stainless steel, rather than add a corrosion allowance to austenitic stainless steel. Specifying some duplex alloys actually can provide a cost savings because they have 20% to 35% higher allowable code stresses, resulting in a thinner wall vessel [4].
In summary, when uniform corrosion is expected, specify a corrosion allowance. When localized corrosion is expected, investigate other corrosion protection schemes.
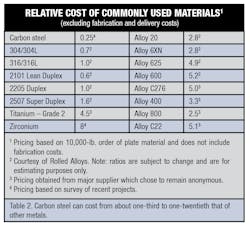
6. Know the relative cost of materials. It’s common knowledge that stainless steel is more expensive than carbon steel. However, the cost difference between a 300-series stainless steel and a lean duplex, duplex or super duplex stainless steel — or between stainless steel and high nickel alloys or zirconium — is less obvious. It’s helpful to have a rough idea of the relative costs of materials so that meaningful discussions can take place during project development Table 2 lists the relative costs (excluding fabrication costs) of commonly used materials. Note, though, the cost and delivery for any given alloy can vary greatly from vendor to vendor based on current stock and availability. It’s always good practice to question the fabricator about how many material suppliers it got quotes from or to make independent inquiries into material costs, especially if you intend to sole source.
7. Keep critical metal temperatures in mind. We learn at an early age that water boils at 212°F (100°C) and freezes at 32°F (0°C) at atmospheric pressure. Engineers know that as water crosses these points, its physical and thermodynamic properties change and a new set of conditions apply. Many engineers, however, don’t appreciate that solids also have temperature limits that, when crossed, create problems for the designer and thus can add additional steps (and cost) to the fabrication process. The most common material limit occurs at low temperature and is called the ductile-to-brittle transition temperature. It’s an issue with carbon steels and other metals with a body centered cubic structure and manifests as a loss of ductility — i.e., the metal becomes brittle. Stainless steels, nickel-base alloys, aluminum, and copper (e.g., FCC and HCP) also have limits but at temperatures below —325°F. Carbon steels’s ductility decreases with temperature and as carbon content increases. The ASME code protects against brittle failures by limiting carbon content to no more than 0.35% and by mandating the material either to be heat treated or impact tested when the ductile-to-brittle transition zone is approached. For thin-wall vessels, common carbon steel materials (SA-105, SA-106, SA-516-70) require heat treatment or impact testing at design temperatures below -20°F [6]. So, when possible, specify a warmer minimum design metal temperature to avoid these costs.
Below -55°F, all welders and weld procedures require a special qualification, which many fabricators may not have developed. For API-650 tanks, -40°F is the critical temperature where impact testing and welder re-qualification are required. For ASME B31.3 pipe, -50°F is the limit. Temperature limits are a function of weld thickness; the above values are for 3/8 in. and thinner. As weld (wall) thickness increases, these temperatures rise, that is, get warmer. The key here is when specifying carbon steel at low design temperatures, crossing over a critical metal temperature by 1°F will add cost to an ASME code vessel, heat exchanger, piping system or API-650 storage tank.
8. Consider coatings. The practice of coating isn’t new but remains under-utilized [7]. When quoting, fabricators often don’t suggest coatings, though, because it’s the owner’s responsibility (per code) to specify materials of construction. Plus it means adding an additional manufacturing step (and thus one to four weeks) to an often already tight schedule. Furthermore, most fabricators really aren’t expert in coating selection.
Proper selection of a coating that will resist the process is key. Coatings have limitations, primarily temperature. Many are restricted to 200°F to 300°F; they have a different coefficient of thermal expansion than the base metal they cover, which may make them more susceptible to separation over their service life. Like metallic vessels, coated equipment also requires periodic inspections. However, for moderate design temperatures, coating a carbon-steel vessel can be much more economical than purchasing a high alloy vessel or clad carbon-steel vessel. For instance, estimates for ethanol plants show savings of as much as 35% for coated carbon steel tanks compared to stainless ones.
9. Check into non-metallics. Many applications don’t really require a metal tank. High density polyethylene (HDPE) tanks come in a wide range of sizes and configurations. From 200 to 12,000 gallons, these tanks cost a fraction of metal ones. The major disadvantages of HDPE tanks are pressure/temperature and anchoring limitations. They can’t be rated for pressure/vacuum nor can they be designed with load-bearing attachments or platforms. Nozzles can be added to customize the tank but also with limitations. Tanks made of reinforced thermoplastic resin (RTR), also referred to as fiberglass-reinforced plastic (FRP), offer a more robust alternative. They overcome the limitations of HDPE tanks and can be designed/fabricated to either manufacturer’s standards or to ASME RTP-1 — the later requiring a bit more testing, inspections and documentation, which all come at a price. Above 15-psig design pressure (i.e., for pressure vessels), ASME Section X can be used. However, only a handful of manufacturers in the U.S. can provide a Section X Stamp.
10. Use the extra metal to your benefit. After design parameters are set, the fabricator will determine the required wall thickness. For instance, a 150-psig, 300°F, 4-ft.-diameter carbon-steel vessel, spot X-rayed with 1/16-in. corrosion allowance, will have a required shell thickness of 0.326 in. The fabricator will purchase the next thicker commercially available plate, which would be 3/8 in. (i.e., 0.049-inches thicker than required). This additional wall thickness can be used in one of three ways, and you have a control over its use.
Option 1 is to use the extra metal to rate the vessel with a higher Maximum Allowable Working Pressure (MAWP) than the required design pressure, 178 psig instead of 150 psig here. This choice favors continuous processes, and gives production the option to operate the vessel harder (i.e., at higher pressure).
Option 2 is to set the MAWP equal to design (150 psig) and use the extra metal as additional corrosion allowance (1/16 in. plus 0.049 in.). This will give you a longer service life, which favors batch processes.
Option 3 is to set MAWP equal to design (150 psig) and use the extra metal to obtain a higher maximum design temperature. This option favors processes that have automatic temperature trips, such as exothermic reactors and fired heaters, and avoids possible fitness-for-service determinations if an excursion should occur.
The option selected can be changed later by performing a re-rate, although choosing Option 2 or 3 would require a new hydrostatic test. Also, when opting for Option 1 or 3, watch crossing into the next higher flange class.
11. Understand the difference in surface treatments. Pickling and passivating are surface treatments of carbon steel and corrosion resistant alloys that use acid or other solutions to remove surface oxides or improve corrosion resistance of the metal to a given process. Pickling is performed using a strong oxidizing acid, such as nitric or hydrofluoric acid, to remove the outer oxide layer. All stainless steels are pickled to various degrees after they’re made. Approximately 25 mils to 50 mils (one mil equals 0.001 in.) of oxide is removed during pickling. Carbon steels typically aren’t subject to pickling but are supplied in as-formed condition. On the other hand, passivation of stainless steel is performed using a weaker acid, such as weak nitric or citric acid, that preferentially removes the more easily extracted iron and nickel atoms from the oxide layer, leaving behind a chromium-oxide-rich surface. Usually less than 2 mils of metal are removed. Thus, after passivation, stainless steel has a bright finish.
Pickling typically is performed at the mill or by a material supplier while passivation usually is done by the fabricator after the vessel is complete.
Fabricators that handle both carbon steel and stainless steel carry an inherent risk of contaminating their stainless steel by picking up free iron from tooling. Iron from carbon steel can be embedded in the stainless steel surface from the forming process (e.g., contaminated plate rolls), grinding wheels, machining operations and via airborne particles if not carefully controlled. It’s good practice to passivate stainless steel vessels if a fabricator handles both carbon steel and stainless steel or if surface iron contamination and its deleterious effects on corrosion resistance can’t be tolerated. Another way to avoid this problem is to only allow fabricators who specialize in stainless steel or higher-end alloys to perform the work. Often, a shop that specializes in alloy materials will turn down bid requests for carbon steel work because of its low-end nature and the risk of contamination of alloy work.
12. Pay attention to surface finish. Polishing usually is specified for process reasons, although it can be very effective in improving equipment fatigue life in cycle service.
Unless directed otherwise, fabricators usually will provide a mechanical polish that will leave very fine scratches, small burrs, and a less-than-uniform microscopic surface appearance. Often this is sufficient and cost effective for a surface finish no smoother than 10 Ra (average roughness or the measure of the peaks and valleys with respect to the mean surface). On the other hand, electro-polishing generally is more cost effective below 10 Ra. Electro-polishing essentially is controlled uniform corrosion. The surface is first mechanically polished (to a rougher finish than the specified final finish) and then placed in an electrolytic solution. Sacrificial cathodes are strategically placed in the solution, thereby causing the vessel to be anodic. A voltage is applied, resulting in a small amount (1 mil to 5 mils) of surface metal (and debris) being uniformly electro-chemically removed. Iron and nickel are more anodic than chromium and are removed more, leaving the surface chromium-rich and very shiny. This operation simultaneously performs a surface passivation. Electro-polishing is a superior finish but comes with a heftier price tag; it typically costs $10,000 to $20,000 more than mechanically polishing, depending on the size of the vessel.
Be precise when specifying the quality of finish. A U.S. supplier will interpret 10 Ra as micro-inches while a non-U.S. supplier may be thinking micro-meters. Of course, 10 Ra micro-inches is vastly different than 10 Ra micro-meters.
The next article in the series will address fabrication issues such as head, jacket and tubing choices, how to reduce fabrication costs using radiography and related topics.
CHIP ESKRIDGE is technology manager -- mechanical/metallurgy with Worley. He also serves as chairman of ASME B31.3 Process Piping Code. Mike James is a senior consultant, materials engineering, for DuPont, Houston. Steve Zoller is director of fabricated equipment for Enerfab, Cincinnati.
Reach them via e-mail at [email protected], [email protected] and [email protected].
References
- Megyesy, E. F., “Pressure Vessel Handbook,” 13th ed., Pressure Vessel Publishing, Tulsa, Okla. (2005).
- Moss, D. R., “Pressure Vessel Design Manual,” 3rd ed., Gulf Publishing, Houston (2003).
- Fontana, M. G. and N. D. Greene, “Corrosion Engineering,” 3rd ed., McGraw-Hill, New York (1986).
- “ASME Boiler and Pressure Vessel Code,” Section II, Part D, Maximum Allowable Stress Values — Ferrous Materials, Amer. Soc. of Mech. Eng., New York (2007).
- “ASME B16.5, Pipe Flanges and Flange Fittings,” Amer. Soc. of Mech. Eng., New York (2003).
- “ASME Boiler and Pressure Vessel Code,” Section VIII, Division 1, Rules of Construction for Pressure Vessels, Amer. Soc. of Mech. Eng., New York (2007).
- Curran, E., “Eliminate exchanger tubing troubles,” Chemical Processing, p. 33 (November 2007). Available online at www.ChemicalProcessing.com/articles/2007/214.html