Plant InSites: Dont Make Problems for Your Plant
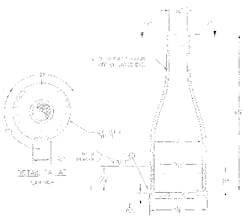
Some points deserve repeating — and then repeating again. Few plants or “general purpose” machine shops can manufacture engineered replacement parts at a quality and cost competitive with those from an original equipment manufacturer (OEM). In extremely rare cases, delivery problems may justify trying to make parts locally. But even then, know exactly what you’re doing before you start. And realize that unless you’re experienced in making the specific type of engineered equipment you’re replacing, you’re highly unlikely to know what you’re doing. Failure will result. [pullquote] One plant that attempted to manufacture replacement spray nozzles learned that lesson. Effective spray nozzles are highly engineered. A specific nozzle has close fabrication tolerances to achieve the correct flow rate, pressure drop, spray pattern and droplet size distribution. Manufacturing efficiencies are high. Delivery times usually are short for all except nozzles of the most exotic materials. Indeed, expedited shipping can get parts for most applications to a site within one to two days. In spite of this, a few years ago the plant put homemade spray nozzles into heat-transfer service — spraying subcooled liquid into a vapor stream. The OEM nozzles cost around $50 each and are made of a standard-stock material considerably superior for the service than the material of the homemade replacement. They could have been delivered overnight. Figure 1 shows the fabrication drawing for the homemade spay nozzles. Given the components and labor required, they must have cost more than OEM ones and taken a significant time to make. The homemade version started with a ¾-in.-to-2-in. concentric diffuser. Three slots, each 1 9/16-in. wide and ¾-in. tall, were cut in the end. A welded-on ¼-in.-thick plate sealed the 2-in.-wide end of the diffuser. The dimensions shown on the drawing aren’t fully consistent and don’t agree with standard piping. For example, a ¾-in. schedule 40 pipe has an inside diameter of 0.824 in.
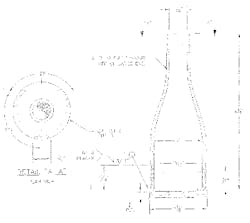
Fabrication Drawing
Figure 1. Dimensions of homemade nozzle don’t agree with standard piping. To create a full spray cone, the original nozzles have a 0.203-in. minimum free passage; on this basis, the 10 OEM nozzles afford a total open area of 0.324 in.2. The homemade nozzles provide an 11.7 in.2 open area at the liquid outlet, which makes the minimum area point in the flow system the nozzle connection rather than the liquid outlet. The open area at that point is 5.33 in.2 (based on a 0.824-in. inside diameter). This is 16.4 times the open area for flow. Instead of 20-psi pressure drop across the original nozzles, the new distributor had close to zero pressure drop across the homemade nozzles. Because even flow delivery requires sufficient pressure drop, extreme liquid maldistribution occurred. In addition, the homemade nozzles really didn’t create drops of liquid but produced something similar to a disrupted jet of liquid entering the vapor. A spray distributor is a tremendously efficient heat-transfer device — if it creates spray. Here, though, the homemade spray nozzles couldn’t cool the vapor. This dramatically loaded up the downstream vacuum system. The plant limped along to the next shutdown, when OEM spray nozzles were installed again. The reasoning behind using homemade nozzles was never made clear. Perhaps the plant saw them as a way to reduce plugging in the system. Scale would easily plug the original spray nozzles with their 0.203-in. minimum free passage. The homemade nozzles didn’t plug. Unfortunately, they didn’t do anything else (like create spray) either. When OEM spray nozzles went back in, we made two modifications to the system. We installed duplex basket strainers in the upstream liquid piping to remove scale and corrosion products and we changed the piping downstream of the strainers from carbon steel to alloy to prevent creation of corrosion products that could plug the nozzles. After these modifications, the heat removal system worked as intended. Seeing homemade parts always should ring a danger bell. Unless desperate for a replacement part, resist the temptation to make your own. Stick to equipment that works. Andrew Sloley is a Chemical Processing contributing editor. You can e-mail him at[email protected].