Risk Management: Learn More from Near-Misses

In an important sense, any near-miss incident is an opportunity in disguise, if appropriate corrective action is taken in its wake. However, not all such incidents turn into major events and not all require major corrective action. Typically, plants record near-misses but only perform a root cause analysis (RCA) if an incident appears a potential trouble spot to management. The RCA then leads to corrective action to eliminate or minimize recurrence of such an event.
This approach is fine for near-miss incidents that intuitively are identifiable as trouble spots. However, such an experience-based approach regards risk only in terms of its severity — it fails to take into account the likelihood (expected frequency) of a near-miss incident. As a result, it might ignore some near-miss incidents that could become moderate- or high-risk events.
This article presents an approach based on a risk matrix (RM). In essence, it's an extension of the RM approach used for many process hazard analysis (PHA) or hazard and operability (HAZOP) assessments.
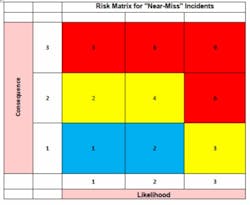
Figure 1. Effectively managing near-misses requires putting them into appropriate context.
• Category 1: no injury, no lost time, <100-lb gas release, <3-gal spill, no fire, <$1,000 loss;
• Category 2: one injury, lost time; 100–500-lb gas release, 3–5-gal spill, no fire, $1,000–$2,000 loss; and
• Category 3: one lost-time injury, 500–1,000-lb gas release, 5–10-gal spill, no fire, >$2,000 loss.
Once you've placed an incident in the matrix, you're in a position to decide whether it demands corrective action based on your plant's risk acceptance criteria.
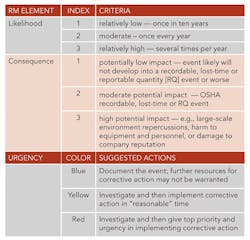
Table 1. Consider these suggestions for categorizing likelihood and consequence and color-coding the risk matrix.
G. C. SHAH, PE, CFSE, CSP, CIH, CFPS, CAP, CQE, is a safety, environmental and industrial hygiene professional at Wood Group Mustang Inc., Houston. E-mail him at [email protected].