Safely Decommission And Decontaminate Plants

A plant can face shutdown for a variety of reasons, from poor economics due to outdated equipment or no-longer-competitive processes to product obsolescence. The last steps in the life of such a plant are decommissioning and demolition. These steps demand the same manner of organizing and executing as a design-and-construction project with special emphasis on personnel safety and environmental compliance. Figure 1 shows demolition underway by the Frontier Industrial Group at an aluminum-oxide facility in Gregory, Texas. The project to decommission and demolish the plant illustrates the complexity of the task. The environmental remediation, decommissioning, asset recovery and demolition work required 20 months. Frontier utilized barges to ship scrap metals generated during the demolition phase to steel makers in different parts of the country. The company explicitly made workplace safety the project’s number one priority.
Decommissioning may occur in preparation for either mothballing or demolition. Mothballing refers to putting the facility in an idle state or temporary shutdown in a manner that allows restarting later when the business environment makes the process attractive again.
Mothballing, while buying time for decision-making, can be surprisingly expensive. Idled assets still need attention from maintenance and other staff. (Remember: “rust never sleeps.”) In addition, items such as control systems’ hardware and software can become obsolete over time. Mothballing requires its own specialized operating procedures and documentation, safety reviews, etc. Moreover, it can pose significant safety issues, due to manual operation of equipment. For additional information about mothballing, see References 1 and 2.

Figure 2. Bare ground soon will mark where aluminum-oxide plant stood. Source: Frontier Group.
The alternative to mothballing is decommissioning, followed by decontamination for partial salvage or demolition to permanently remove the facility. Partial or “surgical” salvage refers to dismantling assets specific to the process but keeping other parts of the facility. For example, the site may decide to tear down specialized solid/liquid separation or drying equipment but retain a reactor that can be used for a different process. During partial salvage, piping reconfigurations as well as control and instrumentation changes also must be considered as these may cost more than a new “normal/standard” installation. The scope definition requires a formal phased project-engineering approach. Any “surgical” demolition is expensive.
Decommissioning in preparation for mothballing can differ greatly from decommissioning in preparation for demolition. For instance, in the case of mothballing, decontamination to strict standards generally is unnecessary because personnel exposure is not an issue. Corrosion, inerting, lubrication, etc., are key concerns.
Decommissioning For Demolition
For demolition, the site is taken “down to the slab” for site restoration. All items, including the structure, are removed, for sale either for reuse or scrap. Expensive alloy items such as those made of tantalum, Hastelloy C, etc., invariably are targeted for reuse. Figure 2 shows the Frontier work at the site in the final stages of the project. In general, plant owners do not get involved with reselling of equipment. Instead, the demolition contractor’s cost is adjusted by the estimated value of the equipment (as scrap or recovery), structural steel, etc. Specific spare parts no longer needed also should be salvaged or sold through a third party well-versed in the particular market. In general, recovered values only amount to 10–25% of the new item cost.
When the plant is being demolished, the proper classification of various wastes, their segregation, handling, transport and ultimate disposal are important issues.
A demolition project requires tasks such as abatement of asbestos, lead, mercury and other materials, as well as removal and disposal of lubricants, transformer oils, polychlorinated biphenyls (if present), refrigerants, radioactive materials, etc. Contaminated insulation may be classified as hazardous waste. Strict decontamination standards, based on product toxicity, apply to any equipment to be sent for investment recovery or even sold as scrap. Furthermore, decontaminated scrap going directly to a smelter must have documentation to prove its chain of custody.
For companies without previous experience in these areas, decommissioning and demolition can present serious challenges.
The first stage of a decommissioning/demolition project is planning and cost estimation. We recommend preparation of a formal front-end engineering design (FEL-3 level) document to clearly define the scope, methodology, the detailed schedule and staffing plan as well as a safety and environmental plan for the project. The FEL document should undergo review and critiquing.
The safety and environmental plan should include all information on chemicals and their hazards (flammable, toxic, corrosive) as well as the quantities and types of wastes generated from decommissioning and decontamination efforts. There are many different types of wastes — and these should be classified logically: contaminated, non-contaminated, RCRA [Resource Conservation and Recovery Act], hazardous, etc. Any wastes destined for landfills need planning for their handling, sampling, testing and storage; their shipment involves use of special containers and the keeping of logs. Environmental contractors demand extensive paperwork to ensure proper custody and control of wastes. Compliance requirements for RCRA wastes cover aspects such as handling, storage and disposal (on-site or off-site), and maximum storage duration.
During this stage, developing a staffing plan is important. The decommissioning team includes technical personnel (production, process, project, electrical, mechanical, civil, safety), operators, maintenance staff, the project manager, scheduler, etc. Staffing levels drop rapidly with time, so people should know when they can be expected to be “on-boarded” and “off-boarded.” Key personnel must be retained for their experience and knowledge. These people can provide details missing in drawings and documentation; this information then must be codified for future records.
A critical step is the selection of contractors. Because operating companies are not highly experienced in decommissioning and demolition activities, it may be prudent to engage a “general engineering contractor” to manage all the subcontractors and be responsible for safety. Depending on the contract, this can afford some limitation of liability for the owner (who might be viewed as having “deep pockets”). The general contractor should be highly experienced in these activities and have first-hand knowledge of the various subcontractors used for abatement, waste transport and disposal, and demolition. The general contractor would be responsible for day-to-day field activity management and subcontractor safety, as well as for compliance with environmental and other regulations.
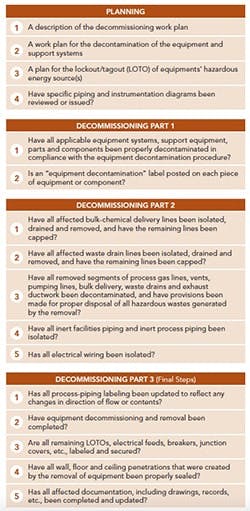
Figure 3. Decommissioning requires suitable planning and then successful completion of three key phases.
>> Download a PDF of this document.
Implementation
Three main areas require evaluation: decontamination; dismantling and disposal; and site restoration. First, though, you must set the proper direction for the project by considering the future use of the site.
If there are no future activities, the location may become a brownfield site with special environmental compliance needs. Remediation and ongoing costs are an important consideration. A brownfield site invites a high degree of attention from environmental agencies.
Site restoration allows for future functionality. It can include modification or installation of stormwater sewers, sumps, roads, grading and covering with gravel, planting of grass and trees, etc.
It also is important to plan the final production runs before decommissioning to minimize the final inventory of chemicals in storage tanks as well as in-process materials.
The first phase in decommissioning generally is the de-inventorying of in-process and, possibly, raw materials storage. This includes displacement with nitrogen, manual draining of equipment and piping at low points, etc. It is better to remove concentrated waste for disposal because residual chemicals in equipment and piping can contaminate large amounts of wastewater during the washing step; the disposal of this wastewater can pose problems. Pretreatment with temporary carbon beds may be required.
Most chemical suppliers will not take back chemicals due to quality and safety issues. So, disposal of excess chemicals usually is costly and time consuming. You must identify vendors willing to accept the wastes; generally, these vendors incinerate the wastes. You will need to send samples for testing. In addition, you must prepare formal bid documents.
Transporting the chemicals to the selected vendor may call for loading them into tank cars, tank trucks or drums. This may require new, temporary facilities, such as piping and pumps for loading, as well as writing of special procedures, safety reviews, etc.
Decontamination
This involves removal of contaminants from the system (equipment, piping, structure, waste materials) by rinsing, washing (including high-pressure water washing), heating, chemical treatment and mechanical cleaning. Cleaning of the internal and external surfaces of equipment must take place during this step. Some decontamination also is necessary after dismantling. Special temporary facilities and laydown areas often are needed. The main objectives of any decontamination process are to:
• reduce occupational exposure;
• provide proper waste transport and disposal according to regulations and company policy;
• salvage equipment and materials to the extent possible; and
• restore the site for future use.
The types of contaminants can include solids (residues, products), liquids (left in reactors, tanks, heat exchangers, pumps), vapors (volatile chemicals in pipes, storage tanks), and aerosols (liquid and solid particles suspended in air, powders, dusts). Vent headers where residues may have accumulated demand special attention.
The procedures for final operations of rinsing, decontamination, etc., should be clearly documented and approved before starting. Developing these procedures involves:
• identifying chemicals (solvents, detergents, other cleaning agents) and testing them for efficacy;
• defining and validating by responsible management of cleanliness standards and testing. For example, the definition of allowable residual levels of chemicals on surfaces should take into account toxicity of the residue and the fate of the equipment. The levels for equipment destined for sale or re-use would differ from that of equipment going to be scrapped and sent to a smelter. For highly hazardous equipment, some companies choose for the equipment to be cut up and sent directly to a smelter.
• picking cleaning methods appropriate for the level of cleanliness or decontamination, e.g., use of spray balls, high-pressure water washing of heat exchangers, etc. Depending on the toxicity of the chemicals, certain equipment, valves, etc., may require disassembly and decontamination.
Contractors sometimes use a “triple rinse standard,” which entails filling and emptying a vessel three times with liquid, thereby diluting by two orders of magnitude. In theory, 1% of whatever was in the vessel may remain each time you empty it; so, a 1:100 dilution with fresh rinse water occurs at each rinse. However, this approach is not suitable for toxic materials, for example.
Cleaning of solids-handling equipment can present special challenges. Such cleaning often relies on agents such as tri-sodium phosphate. Certain equipment needs dismantling for cleaning. High-pressure water washing frequently is used.
Decontamination Stages
A structured decontamination process always involves multiple stages. Each stage results in the equipment progressively nearing “clean” status. These stages are:
Primary decontamination. This is the initial cleaning of equipment using water and chemicals, rinsing with water followed by “drying” with steam/nitrogen/compressed air, etc. The level of residual contamination is measured by swabbing (wipe-samples), etc. The residual contamination level must conform to the pre-determined standards defined in the FEL-3 document.
The following illustrates an approach to defining the decontamination standard (i.e., the safe residual level of contamination, SRL (µg/cm2), for equipment, instruments or other materials to be salvaged:
SRL = (NOEL×BW)/(SF×TC×H)
where NOEL is no-effect dermal level, µg/kg/d; BW is body weight of an adult, taken as 60 kg;
SF is safety factor, to be defined — a typical value is 100; TC is transfer coefficient, cm2/h, often 1,000 cm2/h; and H stands for the hours of exposure per day, e.g., 8 h/d for salvaged equipment.
Dismantling. The equipment is taken apart to check for the presence of contaminant and for disposal. This is the stage to carry out inspection and testing to ascertain the utility of equipment for future use. For this step, it is critical to examine all the operation and maintenance manuals because each piece of equipment has unique characteristics.
Secondary decontamination. The dismantled parts of the equipment are cleaned with chemicals, water, steam or compressed air, and then the level of contaminant is measured. If the level of the contaminant is high, the process is repeated until an acceptable decontamination criterion is achieved. At this stage, it may be necessary to involve plant staff or service technicians from the original equipment manufacturer (OEM).
Disposal of equipment. After the equipment is declared fit for disposal, it can be sold to a used equipment dealer, another end-user or back to the OEM. The demolition contractor or a third party, not the owner, generally handles this.
Disposal of waste. The process of decontamination generates liquid and solid waste. These wastes must be disposed of in a safe manner, which depends upon the specific rules and regulations for the plant.
For a demolition project, every plant is unique and has its own set of challenges. Figure 3 lists the typical questions and project steps.
Project Management
The goal is to conduct the decommissioning and demolition activities in a manner that minimizes any safety or environmental incidents. The availability of excellent documentation underpins proving compliance and minimizing future liability. Providing such documentation, which can include distributed-control-system data, operating logs, incident reports, etc., requires careful planning, generation, and organization. Consult regulatory personnel for requirements for records retention.
The typical risks during decommissioning and demolition include: exposure of personnel to toxic chemicals; chemical spills; excessive loads on the site waste treatment plant; and injuries to personnel.
To begin the project in the planning phase, gather and file all required documents, such as insurance certificates, permits, and licenses, etc., in both hard-copy and electronic forms. In addition to these documents, you will need process details:
• material safety data sheets (MSDSs) for all chemicals;
• plant equipment documentation;
• drawings, especially piping and instrumentation diagrams (P&IDs);
• any corporate engineering standards or procedures that detail specific company-mandated decommissioning methodology; and
• operating and environmental permits. Check if special temporary permits are required.
As necessary, plan and conduct audits. These can be by state or federal agencies, particularly if the project involves asbestos abatement, demolition, site closure, surface runoff into creeks, etc.
The next step, done with either internal support or the help of external contractors, is to determine and establish the necessary support services. Typical support services required include: medical service providers (injury treatment and management, respirator clearance, etc.); office trailer and equipment suppliers; equipment fueling and servicing; portable sanitary facilities; tools, safety equipment, and miscellaneous materials; hauling and disposal services; salvage and scrap material transport; and personnel resources, including hiring of local personnel. This also is the time to procure necessary materials and supplies.
After the preplanning is finalized, it is time to begin the work. Typical steps and tasks are:
• performing engineering and hazard surveys;
• completing and issuing for review a site-specific safety and health plan draft;
• establishing and communicating emergency procedures, including minor and serious injury handling, fire protection, and spills/vapor releases;
• determining general task-specific safety requirements and compiling preliminary job-specific safety guidelines;
• conducting site-specific orientation and training;
• finishing final tool and equipment inspections; and
• discussing and finalizing crew work assignments.
Two other specific topics — piping, and storage tanks and vessels — need examination to ensure a successful decommission.
Most process plants have numerous pipelines, both above and below ground. If drawings are unavailable or out-of-date, identifying these pipelines can be a formidable task. Use available drawings to identify and mark all piping. Ensure MSDS information is readily accessible on-site for every fluid within the piping. Develop a plan for recovery of process fluids during final plant shutdown. Piping should be blown into receiving vessels. Determine whether these fluids can be sold, recycled, or sent to the sewer.
Lines that contain innocuous liquids, such as lubricating oils, can be drained by cutting and removing piping sections at low points. For draining volatile or hazardous fluids, environmental regulations or good engineering practice may require closed methods, such as installing temporary fittings for line pigging, flushing with cleaning fluids, or draining to vacuum trucks.
Underground lines require special handling. First, you must identify every pipeline grade entry and exit point. At each pipe transition to “below grade,” cut out a section of line and suck out the contents using a vacuum truck. Then, rinse or clean the line, and leave it either empty or filled with a flowable concrete mixture. If left empty, blind flanged ends and plug cut ends.
Storage tanks and vessels need draining and cleaning in preparation for demolition. Tank and vessel product heels usually can be sold to a regular customer at a reduced price. Tanks in service for a long time can have a heavy buildup of sludge, resulting in significant difficulties in cleanout and environmentally safe disposal. Underground and above-ground storage tanks always are subject to local, state and federal regulations, so employing a validated contractor to handle these types of tanks is critical.
After tanks and vessels are isolated and cleaned, stencil or affix a label on the side of each tank, near the nameplate, that clearly states “Permanently Out of Service” and also notes the date of closure. Follow the standard color codes used in the demolition industry for markings.
If the plant or unit is to be demolished, the decommissioning phase may include “air-gapping,” i.e., its clear, demonstratable isolation. The isolation refers to piping, utilities, power, underground facilities, etc. — anything that enters or leaves the unit. Generally, this involves installing a fence around the unit and performing isolation in such a manner that the demolition phase can proceed quickly. Due to the heavy equipment and the number of personnel involved in demolition activities, interruptions can be costly.
Final Steps
It is necessary to carefully assemble all the final documentation both for the project as well as for any legal actions in the future. A final closure report should document all activities as well as sampling results. All drawings and documents (P&IDs, utility distribution drawings, electrical, underground, etc.) should be updated to reflect the modifications made as part of the decommissioning, demolition, etc. This final project report also should contain any lessons learned that could help engineers in the future.
Remember, a plant closure/demolition usually results from the development of a new process or the building of a state-of-the-art facility. So, the integration and optimization begins again.
BARRY A. PERLMUTTER is president of Perlmutter & Idea Development LLC, Matthews, N.C. VINAY DEVGON now is a Charleston, W.Va.-based consultant, after retiring as director of technology at Bayer CropScience. Email them at [email protected] and [email protected].
References
1. Twiggs, R. J., “Guidelines for Mothballing of Process Plants,” Nat. Assn. of Corr. Eng./Materials Tech. Inst., Pittsburgh (1989).
2. Miksic, B. A., “Preservation, Layup and Mothballing Handbook,” Cortec, St. Paul, Minn. (2013).
Check Out The Source Of This Article
This article is based on a chapter is the newly published book “Integration and Optimization of Unit Operations,” edited by Barry Perlmutter, which covers all stages from research and development to production.