3D Printing Builds Plant Role
3D printing, also known as additive manufacturing (AM), is gaining traction within the chemical industry, especially in the face of ongoing supply-chain challenges. Among the equipment vendors already are taking advantage of the technology are Mott, Lincoln Electric, Torftech and Ekato. Their efforts illustrate what’s happening now and what’s possible in the future.
Laser Powder Bed Fusion
Long experienced in providing answers to complex filtration and flow control problems for the process and other industries, Mott, Farmington, Conn., became interested in AM when looking to expand its product capabilities and offerings.
The company identified laser powder bed fusion (LPBF) as the best technique to pursue.
“LPBF affords the best resolution for fine features compared to the other metal additive techniques available. It also allows us to alter a multitude of build parameters to achieve the variety of porous structures for our applications,” explains senior research scientist Vincent P. Palumbo.
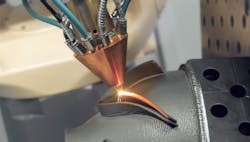
LPBF is a form of laser sintering that begins with a 3D model of the part to be fabricated. The next step is the application of a layer of powdered material on the building platform. A laser then fuses the powder, which solidifies into a cross section of the model. The build platform then is lowered and another layer of powder added and fused by the laser. This lowering/powder application/fusion process repeats until the part is complete — which can take from hours to days, depending on the build volume.
Then, the loose powder is removed to reveal the completed part (Figure 1).
Currently, the company can print with Type 316L stainless steel and titanium alloy Ti-6Al-4V. It is exploring other alloys in anticipation of possible future need, notes Palumbo.
Mott’s in-house metallurgical investigations suggest the superior flow performance exhibited by its AM parts — up to double in some cases — stems from the lack of density gradients seen in conventionally pressed-sintered parts.
In addition, this approach avoids secondary operations such as assembly, welding, press-fitting and sinter-bonding. Moreover, the company notes that metal AM parts offer advantages from a maintenance point of view, for example, robustness and the ability to withstand the high temperatures and vibrations experienced during thermal cycling.
In contrast to typical medical applications that employ lattice or pore structures on the order of 150–300 µ to encourage tissue and bone growth, Mott relies on a more randomized, tortuous path of interconnected pores. The pore sizes for its industrial applications in filtration and flow control are significantly smaller, ranging from 0.2 µ to more than 100 µ in diameter. These smaller pore sizes also enable applications that rely on capillary driven flow such as thermal management components (i.e., wicking heat exchangers).
Within this pore size range, the company offers roughly 15 different “media grades,” which it calls an important factor when creating better capture efficiencies and flow performance in custom filter and flow-control components.
“So today we have a good combination of applications that haven’t been done before. The increased surface area and decreased wall thickness of AM parts can achieve incredibly low pressure drops while also allowing us to incorporate structural supports and generate multi-porosity structures. This is why the chemical and bioindustries are becoming more open to development studies,” Palumbo explains.
He cites two recent projects, both carried out at the company’s new Farmington Customer Innovation Center, to illustrate this.
The first involves an agitator-sparger/filter blade media development for a bioreactor.
“By printing multiple versions — i.e., media grades — of the blade component, we were able to quickly test the various particle capture efficiencies and liquid flow rates and select the version that provided the best performance for the customer’s application,” he says.
The second involves a low-pressure-drop filter development. In this one-off, proof-of-concept project, Mott increased the filter’s surface area almost three-fold while maintaining its design envelope and filtration capability.
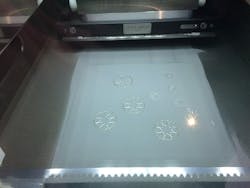
Figure 1. Fabrication technique enables fine resolution as well as easy alteration of build parameters. Source: Mott.
This was an opportunity to mix and match different ratios of coarse and fine porous structures in one component to optimize its design to meet the customer’s specific requirements, notes Palumbo.
Parts made via AM sell for a relatively high price, Palumbo admits. However, use of the technique often ultimately allows consolidating multiple parts into one, he stresses. Plus, iterations on performance and design are faster and easier to generate than with conventional techniques — an advantage that is especially useful for prototyping, he adds.
At the same time, the company is looking to increase the physical size of its AM offerings. The limit of the current system is a build volume of 250-mm width × 250-mm height × 350-mm depth. Beyond that, Mott would have to consider other LPBF systems with larger build volumes or other AM techniques. “However, we do have some polymer printing for very large vessel blades,” Palumbo concludes.
Providing Parts Quickly
A Chevron USA refinery undergoing a routine maintenance shutdown earlier this year found that some needed replacement parts suffered from extended lead times and supply chain delays. So, to keep to schedule, the refinery switched from traditionally manufactured parts to ones made by Lincoln Electric, Cleveland, Ohio, using its proprietary 3D printing technology.
Chevron’s additive engineering team worked with Lincoln Electric and industry experts from Stress Engineering Services, Houston, to print eight nickel-alloy replacement parts that averaged approximately 3 ft in length and over 500 lb each. Printing the entire lot took just 30 days, in contrast to the quoted delivery time of several months for traditional parts.
“Lincoln Electric is vertically integrated, with significant production capacity in both printing systems and wire feedstock, and using our own software we were able to begin printing within a day of finalizing the components’ CAD files with Chevron — no waiting on other suppliers. In addition, we are located in the U.S., which eliminates long travel times from overseas and import delays,” says a spokeswoman.
“Chevron was actually able to incorporate design changes for improved performance and ease of installation — all of which were readily incorporated into our 3D printing strategy,” she adds.
Lincoln Electric’s 3D printing also has saved other plants significant time, she notes.
In one case, a plant conducting a routine inspection discovered that the bearing housing for a large mixer was damaged. It had no spare parts in inventory.
Lincoln Electric 3D laser scanned and reverse engineered the component, created a CAD model from which it could 3D print, and then printed a 625-lb steel bearing housing — all within two weeks. A casting would have taken a couple months. Importantly, the company was able to readily incorporate design improvements from the manufacturing engineers.
The company also 3D printed a redesigned steel blade for the same mixer; it incorporates large, conformal cooling channels that significantly improve heat transfer compared to gun-drilled intersecting holes that require weld plugs. The 3D-printed blade costs about the same as a casting and can be delivered several weeks faster. Moreover, it does not require a foundry to manage pattern storage and, thus, avoids the all-too-common problem of damage or loss of patterns or molds during storage, which often is not discovered until the next order is placed.
Lincoln Electric currently is 3D printing an 8,000-lb component for a flux extrusion line. Obtaining a billet of steel large enough for machining would take five to six months. The company anticipates completing its 3D printing in less than two months. In addition, it cites two more bonuses: the wire has higher strength than the cast iron, and 3D printing near net shape reduces machining time and costs.
The company expects growing interest from operating companies in 3D metal printing and foresees it becoming an established option for quick-turnaround replacement parts, buoyed by its acceptance by companies such as Chevron. Lincoln Electric also believes original equipment manufacturers will adopt 3D metal printing for new components as well as spares.
For chemical makers chary of the AM route, the spokeswoman notes the company’s 3D printed components are deposited weld metal — something well understood and already used in critical chemical operations every day. In addition, the company has extensive test data on the alloys it 3D prints and will generate more data in years to come. At the same time, other companies, universities and research institutes are generating data to characterize 3D printed metal, too, she adds.
The creation of codes and standards, for example, “Standard 20S” of the American Petroleum Institute and the “Boiler and Pressure Vessel Code, code case 3020,” of the American Society of Mechanical Engineers (ASME), also will bolster chemical companies’ confidence that 3D metal printed parts are sound. Additional industry codes and standards are on the horizon.
Lincoln Electric currently has 18 large-format 3D metal printers for 24/7 production, and plans to increase capacity in the U.S. and around the globe. Plus, it intends to expand the list of qualified materials to ASME code case 3020, and continue to enhance the speed and efficiency of its proprietary 3D SculptPrint printing software.
Big Plus At Small Scale
Torftech, Thatcham, U.K., long has specialized in gas/solid contact technologies such as compact bed and expanded bed reactors. At the heart of these are the company’s proprietary patented Torbed process reactors, currently in use in over 150 chemical, mineral, food and waste applications.
While the largest members of the Torbed family are over six meters in diameter, Torftech’s latest efforts are at the millimeter scale and rely on innovative 3D printing technology.
“The reduced price and complexity of 3D printers, especially for large print areas, has allowed us to make prototypes at a reasonable scale for the prototyping that we want to do on a day-to-day basis. The increased print resolution available has also allowed fabrication of very small-scale systems that would be incredibly difficult, time consuming and costly using conventional manufacturing methods,” explains senior process engineer Dan Groszek.
Working with the Process Intensification Group at the University of Newcastle, Newcastle Upon Tyne, U.K., the company has developed a 50-mm micro-Torbed processor fabricated in resin (Figure 2).
Figure 2. 3D printing plays crucial role in producing 50-mm processor made from resin. Source: Jonathan McDonough/Univ. of Newcastle.
They have investigated a range of different resins, from “basic” to high-temperature-ceramic-impregnated. Groszek notes this allows Torftech to print using resin for the higher temperature applications it specializes in.
In terms of metal AM, Torftech is looking at several potential designs, both for complex forms and monolithic structures.
“The main challenge is in cost of manufacture when going to larger equipment, especially in metal, but it will be interesting to see if this comes down over the coming years. The trending use cases that we see are: prototyping; use of novel forms that were previously difficult or impractical to traditionally fabricate; and the ability to use modeling to design systems without traditional constraints that can then go through the prototyping and fabrication stages. This allows a totally new engineering approach that can be more guided by modeling,” he adds.
Such removal of constraints in the manufacturing process will facilitate, for example, a machine-learning algorithm having freedom to maximize the relevant design parameters without needing to step in and pare back the design to fit manufacturing.
“This will, I believe, lead to many incremental improvements in systems with many additive efficiency increases making overall significant overall process improvements,” he says.
“The ability to rapidly prototype and make complex shapes is something that gives a huge boost to creative problem-solving in industry. R&D groups should really take note of the way that 3D printing can hugely improve the ability of a team to create and test new concepts in a very short time span,” counsels Groszek.
Better Impellers
Meanwhile Ekato, Schopfheim, Germany, introduced its new generation of 3D-printed gas-inducing impellers at June’s “Mixing XXVII” virtual conference of the North American Mixing Forum.
The design of gas‑inducing impellers is very challenging, notes the company, because it must account for multiple mixing tasks during typical applications such as hydrogenation. These include, for example, gas recirculation, gas/liquid mass transfer, suspending solid catalyst particles and heat transfer. That high complexity calls for a sophisticated geometrical design but conventional manufacturing processes limit what is possible.
Ekato’s new generation of 3D-printed, gas‑inducing impellers don’t face such limits in their geometric design, while using common metallic materials such as grade 1.4404 (Type 316/316L) stainless steel or Inconel IN718.
First, the inner geometry of the gas‑inducing impellers is flow optimized to reduce pressure loss of the recirculated gas. Second, turbine‑like baffles underneath the impeller induce an axial liquid flow to ensure high gas/liquid mixing at the gas orifices. Third, gas recirculation and gas/liquid mass transfer are optimized for the specific power input by the complex baffle/blade design.
According to the company, these optimizations lead to a 60% increase in recirculated gas rate and an 80% increase in gas/liquid mass transfer for the specific power input compared to an industrial benchmark. This improved performance, in turn, reduces batch cycle time, leading to lower investment costs at similar operating costs.

Seán Ottewell is Chemical Processing's editor at large. You can email him at [email protected].