Enhancing Seal Reliability

A pump's mechanical seal is very susceptible to failure in the adverse operating conditions found in many chemical and petrochemical facilities. Failures not only result in high maintenance costs and downtime, but also create safety and environmental hazards. Therefore, plants must select a mechanical seal of the type, arrangement and material of construction (MOC) to suit its specific service conditions.
However, seal properties get less attention than pump operating parameters and properties. In other words, the ideal seal often is replaced by an alternative one if the pump's operating parameters satisfy the service conditions.
This article is based on a mechanical seal reliability assessment performed at Hindustan Petroleum Corp. Ltd.'s Mumbai Refinery in India. The Mumbai refinery has a seal population of approximately 600. These seals are used in a variety of service areas, including:
Light hydrocarbons.
Medium hydrocarbons.
Heavy hydrocarbons.
Chemical-handling.
The performance of the seals in the Mumbai Refinery, like that of the seals in other similar facilities, is greatly influenced by factors such as service temperature, vapor pressure at operating pressure, solids contained, pump rotating speed and hazard control measures.
Lessons learned from this assessment can help plants determine the shortcomings of their existing seal systems, set up an appropriate preventive maintenance schedule based on system criticality, and take any other necessary actions to correct the shortcomings.
Seal lubrication
A seal's operation and longevity depend on maintaining the proper seal operating environment. The mating area of the seal ring and mating rings must be lubricated with a compatible liquid at the designed flow and temperature. The seal ring (face) keeps the mating area leakproof by virtue of axial pressure against the mating ring, which does not have any axial movement.
Despite the fact that the surface of the seal is lapped to precision flatness, each face develops a natural surface waviness. The effective operation of a seal depends on the lubricating film between the sliding faces of the seal. The surface waviness will be larger than the initial waviness of a new surface during stable operation.
The film allows operation of a seal with minimal wear and power consumption, and also helps prevent leakage. If the load on the seal face increases, the surface waviness will increase, and patches of the sealing plane will break through the hydrodynamic film. When this occurs, the seal is operating in a region of thermoelastic instability. Heavy leakage will occur as portions of the surface that have broken through the film increase in temperature, turning bright red. The liquid film will begin to carbonize, vaporize or flash, producing more leakage and seal part wear and making a spitting or sputtering sound.
The flow rate of flush depends on the seal size, operating temperature, speed and specific heat of the flushing media. The line/orifice size is calculated on the basis of differential pressure between the flushing media header and the stuffing box. The flush should not impinge directly on the mating area; it should enter toward the driven side and flow into the seal faces in a streamlined motion.
Table 1 details the seal flushing American Petroleum Institute (API) plans, equipment and preventive monitoring actions taken on the Mumbai Refinery seal systems.

To enhance seal life and avoid sudden failures, the refinery uses a number of flushing systems. The systems were selected according to the application in the particular refinery area.
Sealing faces are lubricated (flushed) with:
Service liquid from discharge (API Plan 11).
Service liquid from discharge through strainer, cooler, regulating orifice (RO), seal (API Plan 22 for elevated-temperature service).
Service liquid from casing to stuffing box, with stuffing box cooling and steam purging (suitable for high-temperature and congealing liquid service)(API Plans 02, 62).
Compatible fluid (external flushing) with vapor pressure lower than stuffing box pressure at operating temperature (API Plan 32).
Service liquid (first seal) and external circulating pot lubrication (second seal) with all monitoring instruments (Plan 52 for double-tandem seal applicable for light inflammable hydrocarbon service).
Self-flush (first seal) and no lubrication and with seal failure monitoring device (second seal) (API Plan 63 for emission containment seal).
No lubrication for dry-running seal with spiral-groove technology applicable for high-speed compressor.
Operation and maintenance
At the Mumbai Refinery, checklists were prepared and circulated to the operators identifying potential failure modes and immediate remedial actions to avoid failure. The checklists provide details for the operation crews about the parameters to be checked and the procedures to check them, as well as any required responses to such situations to avoid failures.
The refinery's preventive maintenance checklists for different types of pumps and their associated seals are provided on page 33.
An equipment "criticality classification" was performed at the Mumbai Refinery on the basis of a "failure effect analysis," which considered failure consequence, severity, redundancy, frequency and detection probability. A detailed preventive maintenance schedule then was prepared and executed, calling for:
Preventive maintenance every three months for critical equipment.
Preventive maintenance every six months for semicritical equipment.
Preventive maintenance on an "as-needed" basis for noncritical equipment, based on feedback from daily parameter monitoring.
Preventive maintenance is carried out in compliance with each checklist, and observations are recorded for analysis.
The criticality of the equipment is determined through the following equation:
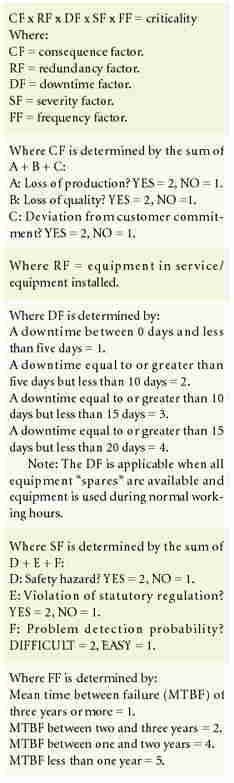
The equipment is critical if it receives a total score of 80 or more; semicritical if it receives a score of 60 or more; and noncritical if it gets a score below 60.
Apart from the previously described preventive maintenance, the refinery also has a "condition monitoring" schedule. This monitoring is performed on critical equipment once every 10 days; on semicritical equipment once every three months; and on noncritical equipment on an as-needed basis. The data collected are analyzed and remedial measures are undertaken on a case-by-case basis.
The parameters that affect the reliability of mechanical seal operation include both direct and indirect factors.
Direct factors include:
Selection of seal design and components.
Quality of MOC.
Seal assembly/installation.
Seal flushing system.
Cooling system.
Steam purging system.
Indirect factors include:
High vibration.
Misalignment.
Piping stress.
Bearing failure.
Unbalanced rotor.
Starvation (service liquid) vapor locking.
Direct factors.
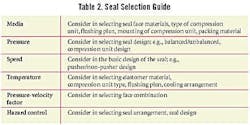
To avoid adverse effects related to direct factors, the facility should perform a critical review of available seal designs and components before procurement and should consider only reputable manufacturers. The right seal enhances the overall equipment reliability, ensuring trouble-free operating conditions, a high MTBF and lower costs. Each component of the mechanical seal contributes individually to seal performance; therefore, it is of utmost importance that personnel examine the suitability of each component for the specific application.To select the right seal and components, personnel first must determine service media viscosity, vapor pressure and special service media conditions (e.g., corrosive, abrasive, crystallizing, etc.). Other factors to consider include operating system pressure, the stuffing box pressure, the rpm of the rotating face, operating system temperature, the pressure-velocity factor (determined by multiplying the seal face pressure and mean peripheral velocity of the seal face) and any environmental requirements applicable for hazard-free operation. See Table 2.
Ensure all parts include a manufacturer's certified inspection, and that visual and dimensional inspections also are carried out in-house before installation.
When assembling and installing the seal, the facility team should follow the manufacturer's guidelines and also should hydrotest the equipment to check for leakage after assembly. Operating crews should be provided with in-house refresher training, preferably conducted by the manufacturer, once every two years.
During preventive maintenance, the seal flushing system should be inspected and cleaned. Steam tracing and insulation should be maintained for elevated-temperature/congealing-liquid service. The cooling system also should be unplugged and inspected and cleaned.
Also during preventive maintenance, the steam purging system should be checked; checks should include the condition of line insulation and the steam trap. Any necessary repairs should be made to ensure dry steam to seal.
The comprehensive checklists should be prepared and given to operation crews. The crews also should receive in-house training related to rotating equipment reliability improvements that incorporates mechanical seal operation do's and don'ts (refer to the box).
Indirect factors. With the exception of starvation/vapor locking, most indirect factors effecting seal reliability can be handled by condition monitoring. Condition monitoring consists of scheduled vibration monitoring/spectrum analysis/trend analysis, lubrication system checks during preventive maintenance and physical checks of running equipment parameters followed by remedial action.
Bearings, should be approved by a manufacturer's representative, even if procurement is through an authorized dealer. Extreme precautions should be taken on the part of operators to avoid starvation during operation through proper monitoring and control over process parameters.
Root cause failure analysis
If a catastrophic failure occurs, the facility should carry out a detailed root cause failure analysis to identify the primary cause of failure and the remedial actions necessary to avoid recurrence. See the Failure Analysis Activity Sheet.
To further enhance mechanical seal reliability and minimize catastrophic failure, the facility should perform a comprehensive audit of all mechanical sealing systems in coordination with the seal manufacturer. The objective of the study should be to identify shortcomings in:
The suitability of each sealing system in its respective service.
The designed environment of seal operation (flushing plan, flush rate, size of RO piping design, etc.).
The scope and feasibility of upgrades.
Compliance to safety and environmental regulations.
Preservation of seal parts.
Assembly and testing procedures.
The Mumbai Refinery audit was completed in May 2001. Based on audit recommendations, the refinery took actions to rectify deviations in its existing system, per API standards.
Acceptable reliability
The relationship between equipment reliability and its related performance affecting parameter can be expressed by:
R A x E/C x SH x BDF
Or: R = constant x A x E/C x SH x BDF
Where:
R = reliability.
A = availability factor (hours available/ hours of ideal availability).
E = efficiency (If the equipment is operating at its designed efficiency, then this will be 1. With a pump, the shutoff pressure and power can be checked to ascertain the efficiency and proportionate deviation using performance curves. The difference in temperature between discharge and suction also indicates a loss of efficiency, if the driver's efficiency is assumed to be as designed).
C = cost factor (actual cost incurred/ estimated cost).
SH = safety hazard factor (number of actual hazards/total pieces of equipment having the potential for hazards. Or the safety hazard factor = esh, where "sh" is number of hazards during the review period).
BDF = breakdown factor (a function of the number of unexpected catastrophic failures during the review period).
Hence, BDF= ebdr, where "bdr" is the number of unexpected breakdowns during the review period.
The value of the "constant" has a decreasing trend with an increase in equipment criticality. It is a fact that failure of critical equipment is much more severe and damaging than the failure of noncritical equipment. Therefore, it is essential for a facility to pay attention to critical equipment to ensure higher productivity and profitability, as well as a safe operating environment.
The "acceptable reliability" can be calculated by using the above formula in the following manner:
For critical equipment, if the value of the constant is assumed to be the smallest natural number (i.e., 1), the availability factor accepted (percent value) worldwide is 97 percent.
In ideal conditions, the equipment delivers the designed efficiency, resulting in an efficiency factor of 1.
The acceptable cost factor is when the estimated cost = actual cost. Therefore, C=1.
Ideally, no hazard and no catastrophic failure should exist, resulting in acceptable respective values of SH = e0 =1 and BDF = e0 =1.
Therefore:
The acceptable reliability for critical equipment = 1 x 0.97 x 1/1 x 1 x 1 = 0.97.
For semicritical equipment, the value of constant will increase proportionately to the difference in criticality score values, which could be computed by:
The minimum score for critical = 80 and the minimum score for semicritical = 60. The percentage difference is 25 percent; therefore, the value of the constant can be assumed to be 1.25 (as compared to 1 for critical equipment).
The acceptable reliability for semicritical equipment = 1.25 x 0.97 x 1/1 x 1 x 1 =1.21.
The acceptable reliability values, therefore, could be calculated for critical and semicritical equipment and set as standards for gauging the percentage deviation of reliability for each category unit.


Chatterjee is manager of rotary equipment at the Mumbai Refinery. He can be reached at [email protected].