An axial compressor is a compact turbo-compressor that suits applications with a very large flow and a relatively small pressure difference (head). It probably is one of the most crucial and complex turbo-machines at many process plants. Achieving and maintaining desired performance depends upon properly addressing some complicated design and operational issues. These include fragile blades, manufacturing problems, surge, stall, noise-related concerns and many more.

Figure 1. Units such as this can handle large flows with relatively small head. Source: Siemens.
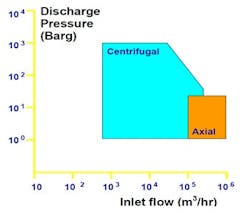
Figure 2. Axial compressors have a narrower operating range than centrifugal machines.
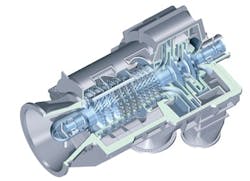
Figure 3. The initial (high flow) stages of this compressor are axial while the final two stages (low flow) are centrifugal. Source: Siemens.
An optimum axial compressor design combines minimum weight with compactness. This calls for decreasing the number of stages and increasing individual stage loading, which can affect the choice of blade shape and cascade parameters.The availability of advanced materials for blade/component construction and high-quality production methods makes it possible to reach levels of aerodynamic loading never before possible in axial compressors while preserving high levels of efficiency for normal and alternative operation cases. This is true both for high-speed subsonic and ultra-high-speed transonic blades. SURGE CONTROLA surge event can damage or even separate the fragile blades of an axial compressor. However, the machine's surge line maps are complex. The surge line could change with a slightly different gas condition or composition. So, an axial compressor requires a dedicated anti-surge system. This usually includes five protection arrangements:• an anti-surge valve;• a hot-gas-bypass valve; • an inter-stage bleed valve (IBV);• an IGV system; and• speed variation. The speed reduction and IGV characterization should be used to map the "surge area" in a two-dimensional plot. In addition to an anti-surge valve, an axial compressor most often is protected by a hot-gas-bypass (HGBP) recycle loop, usually with a hot-gas-bypass valve. This is mandatory if the anti-surge valve isn't installed immediately after the compressor discharge. The IBV also should be opened to provide sufficient flow to the compressor suction to avoid surge at initial stage(s).Dynamic simulation is crucial. The model requires accurate, actual dynamic performance data such as the IGV stroke speed, the control and actuator delay, and the valve stroke time. These data play important roles in dynamic simulation results, anti-surge system design, reliability and overall safety. Proper validation of the model is essential, considering the criticality of avoiding surge and the disastrous consequences of a surge event.The IGV stroke time usually is in the range of 2–6 s. Conceptually, fast response of the IGV system might seem desirable as it could help unload the compressor quickly. However, the IGV stroke could affect the performance curve — for example, the distance between the operating point and surge. Results from some dynamic simulations indicate that fast closing of the IGV mechanism sometimes (depending upon the compressor's operating map) could drive the machine toward surge. This suggests that a moderate IGV stroke time, say, 3–5 s, rather than the fastest time, might be better for surge prevention. The stroke time of an IBV possibly could be as short as 1.5–2 s. However, for a machine in which surge could initiate at the final stages, fast IBV opening could pose problems because it can significantly reduce the gas flow at the final stages. So, it's important to determine an optimum window for the opening time to avoid surge in either section of axial stages. Accurate dynamic simulations are essential for identifying all these optimum values.AMIN ALMASI is a rotating equipment consultant based in Brisbane, Australia. E-mail him at [email protected].
About the Author

Amin Almasi
rotating equipment consultant
AMIN ALMASI is a mechanical consultant based in Sydney, Australia. He specializes in mechanical equipment and offers his insight on a variety of topics including pumps, condition monitoring, reliability, as well as powder and fluid handling and water treatment.